Categoría: Finance, Business, Management, Economics and Accounting
ORIGINAL
Proposal for the implementation of the DMAIC methodology as a tool to improve productivity in the manufacturing area of an organic chocolate company – 2022
Propuesta de implementación de la metodología DMAIC como herramienta para mejorar la productividad en el área de manufactura de una empresa de chocolates orgánicos - 2022
Elizabeth
Camposano-Castillo1 ![]() *,
Roberto Mañuico-Yupanqui1
*,
Roberto Mañuico-Yupanqui1 ![]() *,
Brian Meneses-Claudio1
*,
Brian Meneses-Claudio1 ![]() *,
Gustavo Zarate-Ruiz1
*,
Gustavo Zarate-Ruiz1 ![]() *
*
1Facultad de Administración y Negocios, Universidad Tecnológica del Perú. Perú.
Citar como: Camposano-Castillo E, Mañuico-Yupanqui R, Meneses-Claudio B, Zarate-Ruiz G. Calidad del servicio y fidelización del cliente en una cadena de cines de Lima Norte, 2022. Salud, Ciencia y Tecnología - Serie de Conferencias 2024; 3:646. https://doi.org/10.56294/sctconf2024646
Recibido: 10-09-2023 Revisado: 13-11-2023 Aceptado: 29-12-2023 Publicado: 01-01-2024
ABSTRACT
Productivity is an indicator that allows calculating the capacity of organizations to use their resources to generate goods or services and, at the same time, to diagnose the state of the company generated by different internal and external factors. For this reason, manufacturing companies have to improve the productivity of their processes to obtain their final product through management tools and thus remain in the market. For this reason, this study proposes to determine how the application of the DMAIC methodology intervenes in the improvement of productivity in the manufacturing process of a company dedicated to the manufacture of organic chocolates, year 2022.the research was applied, it was carried out under a pre-experimental design, with a descriptive-explanatory level having as population the production of organic chocolates during 26 days and a sample of 13 days that corresponds to the period after applying the improvements. This sample was obtained by the data collection method and for its processing the Excel program was used. As a result of this study, it was obtained that with the implementation of the DMAIC methodology, productivity had an average increase of 1,75 %, going from 92,32 % to 94,07 % after applying the improvements. Regarding the elements of productivity, an average increase of 0,89 % in efficiency and 0,93 % in effectiveness was obtained. It is concluded that the DMAIC methodology as an improvement tool significantly intervenes in the increase of productivity in the processes and that its application should be of knowledge for other organizations in the manufacturing sector.
Keywords: DMAIC Methodology; Productivity; Efficiency; Effectiveness; Process Improvement.
RESUMEN
La productividad es un indicador que permite calcular la capacidad de las organizaciones de utilizar sus recursos para generar bienes o servicios y, a su vez, diagnosticar el estado de la empresa generada por distintos factores internos y externos. Por tal motivo, las empresas del rubro de manufactura tienen que mejorar la productividad de sus procesos que realizan para obtener su producto final a través de herramientas de gestión y así mantenerse en el mercado. Por esta razón, este estudio propone determinar como la aplicación la metodología DMAIC interviene en la mejora de la productividad en el proceso de manufactura de una empresa dedicada a la fabricación de chocolates orgánicos, año 2022.La investigación fue de tipo aplicada, se efectuó bajo un diseño pre-experimental, con un nivel descriptivo-explicativo teniendo como población a la producción de chocolates orgánicos durante 26 días y una muestra de 13 días que corresponde al periodo luego de aplicar las mejoras. Esta muestra se obtuvo por el método de recolección de datos y que para su procesamiento de uso el programa Excel. Como resultado de este estudio se obtuvo que con la implementación de la metodología DMAIC la productividad tuvo un incremento promedio del 1,75 % pasando del 92,32 % al 94,07 % luego de aplicar las mejoras. En cuanto a los elementos de la productividad se obtuvo un incremento promedio de la eficiencia del 0,89 % y de la eficacia en un 0,93 %. Concluyendo que la metodología DMAIC como herramienta de mejora interviene significativamente en el incremento de la productividad en los procesos y que su aplicación debe de ser de conocimiento para otras organizaciones del sector de manufactura.
Palabras clave: Metodología DMAIC; Productividad; Eficiencia; Eficacia; Mejora de Procesos.
INTRODUCCIÓN
En la actualidad, los procesos de la industria manufacturera se encuentran en un constante cambio, ya que los resultados de su medición no son los esperados para cumplir sus objetivos. Por ello, es importante conocer en qué medida las herramientas de mejora afectan a la productividad de los procesos.
En el 2020, tras el anuncio de la Organización Mundial de la Salud (OMS) de calificar a la COVID-19 como pandemia las naciones establecieron medidas preventivas en el sector de manufactura, privado, público y social. En consecuencia, las organizaciones consideradas como no esenciales tuvieron que suspender sus actividades. A pesar de eso, para poder permanecer el mercado las organizaciones debieron de restructurar su negocio y los procesos para asegurar su existencia (Martínez, 2021).
En el espacio internacional, la crisis sanitaria del COVID-19 incidió en una aceleración del uso de tecnologías y adaptabilidad en los procesos de manufactura. Por consiguiente, tras la medición de los procesos, las organizaciones generaron un mínimo incremento en la productividad, debido a que no se orientaron en la mejora continua de sus procesos en un mercado que permanece en un constante cambio (Weller, 2020).
También, tras los cambios en las dimensiones o factores globales que afectan a las empresas como la pandemia las organizaciones deben incluir una estructura de mejora continua sobre los problemas, que asume decisiones a favor de la productividad de la empresa (Colina y Albites, 2020).
Además, en un estudio realizado por Vásquez (2016), muestra que las 30 organizaciones de estudio aplican de forma mínima herramientas de calidad y mejora continua que son necesarias para la supervivencia en el mercado, donde el 9 % usa el Six Sigma.
En el espacio nacional, en una entrevista realizada por Gestión (2020) al gerente de la Asociación Peruana de Productores de cacao, expreso que la producción del 40 % de materia prima se perdería por dificultades en el trasporte afectando la capacidad de producción de las organizaciones que se dedican a elaboración de chocolates u otros que utilicen cacao.
De esta forma, se tiene en cuenta que las empresas deben tener como plan de contingencia una metodología para sus procesos ante potenciales amenazas que se muestren.
Por último, en una entrevista realizada por Somos periodismo (2021) al gerente general de Agroindustria Sonqiri, propietario de la marca “selva de oro” , indico que ante la coyuntura sanitaria y los cambios de habito de los consumidores el chocolate orgánico tiene una mayor
aceptación. Por lo tanto, ante los cambios del mercado se vería afectado a los procesos, ya que estos no estarían estructurados para satisfacer un incremento de la demanda .
Por esta razón, la presente investigación, ante la situación y consecuencias que tienen las empresas al no aplicar herramientas de mejora se decide estudiar los beneficios de la metodología DMAIC y se toma a la productividad como variables de análisis de estudio, ya que determina la permanencia y el funcionamiento de una empresa en el mercado, principalmente de las organizaciones con procesos de fabricación de bienes.
Objetivo
Determinar de qué forma la implementación de la metodología DMAIC interviene en el incremento de la productividad en el área de manufactura de una empresa de chocolates orgánicos - 2022
MÉTODO
Enfoque de la investigación
Referente al enfoque de este proyecto, será cuantitativo, debido a que se utiliza la recopilación de información para aceptar o rechazar las hipótesis apoyado del cálculo numérico y los análisis estadísticos, a fin de establecer un patrón de estilos y comprobar enunciados interrelacionados (Hernández et al, 2014). De acuerdo con lo anterior, este enfoque permitirá medir la información en cada de los periodos del ciclo del DMAIC, de la manera que admite analizar y comprobar las hipótesis de esta investigación.
Tipo de investigación
Este proyecto científico es de tipo aplicada, a causa de que tiene el fin de solucionar problemas, a través de conocimientos obtenidos en esta área de la investigación. Definido por Behar (2008) como un estudio y empleo de la exploración en asuntos o enigmas concisas, en condiciones y propiedades exactas. Asimismo, apunta a la aplicación rápida y no a la explicación de teorías buscando comparar lo teórico con la realidad.
Nivel de investigación
Del mismo modo, este proyecto cuenta con dos alcances. El primero es el nivel descriptivo, ya que tiene como finalidad describir los procesos y actividades de producción de la empresa de chocolates orgánicos de forma ordenada, cuantitativa y completa con el objetivo de definir que procesos se pueden optimizar. Behar(2018) indica que el estudio descriptivo permite detallar el fenómeno estudiado para conocer como es y cómo se manifiesta por medio de la medición de una o todas sus características. El segundo es el nivel explicativo, por poseer una relación causal, porque no solo se trata de describir un problema sino de encontrar sus causas, con la finalidad de exponer la conducta de la variable dependiente que es la productividad respecto a la variable independiente que es la metodología DMAIC; planteando la relación causa-efecto, ejecutando principios de causalidad y un control estadístico. Conforme con Hernández-Sampieri y Mendoza (2018) los estudios explicativos se basan en itepretar el motivo del porque sucede una anormalidad y en la circunstancia que sucede, o porque hay una vinculación entre dos o más variables.
Método de investigación
Por otra parte, el diseño de este estudio es de tipo pre-experimental, debido a que se escoge hacer un hecho y posteriormente observar las deducciones para distinguir sus posibles efetos (Hernández et al, 2014).En otras palabras, tolera hacer uso del test y del post test para examinar los cambios realizados luego de la implantación de solución a los problemas en los procesos.
Escenario de estudio
El presente proyecto se realizará en la empresa Q’uma chocolates, que está ubicado en el distrito de Surquillo, que se dedica a la fabricación y mercantilización de chocolates orgánicos. Teniendo como su meta que el desarrollo de la metodología DMAIC en la planta de sector de manufactura.
Población
Para esta investigación se determinará la población conforme a la producción de chocolates orgánicos en un tiempo de 26 días excluyendo sábado, domingo y feriados.
Muestra
Se uso el muestreo no probabilístico por interés, infiriendo trabajar con 13 días que corresponde al periodo luego de haber realizado las mejoras.
Técnica e instrumento de recolección
Para Hernández et al.(2014) el recolectar información es parte de las actividades y estos deben de ser pertinentes sobre los atributos o las variables de análisis científico para efectuar con el logro de este proyecto, Para esta parte, se utilizarán las técnicas de investigación documental de los datos proporcionados por la empresa y el estudio de los tiempos para obtener la duración o tiempos de las actividades de producción de tabletas de chocolates orgánicos.
Para obtener la información de los tiempos del proceso de producción antes y después de implementar el DMAIC se usará la un cronometro de 60 segundos, ficha de estudio de tiempos, diagrama de análisis y procesos y tablas de Excel.
Método de Análisis de datos
Primero se desarrollará un resumen y descripción en Excel de los datos obtenidos luego de evaluar el proceso de elaboración de chocolates orgánicos. Después, con las muestras de la información obtenida se pondrá en análisis la estimación de la producción. Se medirá la influencia entre las dos variables para realizará un análisis de cada una de ellas.
Aspectos Éticos
En consecuencia, para que sea válido esta investigación significa que será obligatorio cumplir con estos lineamientos de ética que exige la universidad, para ello nos guiamos en la Declaración de Autenticidad y No Plagio que está orientado a los alumnos y maestros. A nivel de nomas, se usó la norma APA, porque es un requisito que exige la universidad
Por último, para medir el porcentaje de similitud se usa el software llamado Turnitin, que debe mostrar un porcentaje no superior al 20 % de similitud que demuestra que no hubo plagio de estudios previos para poder ser aceptado según lo establecido por la universidad.
Desarrollo de la Propuesta
Descripción de la empresa
La organización para este proyecto es la empresa Q’uma chocolate. Una empresa dedicada a la fabricación de chocolates orgánicos, que emplea como ingrediente primordial el cacao fino aromático de la selva peruana. Tomando en consideración que esta especie de cacao tiene como propiedad desarrollar una gran variedad de sabores frutados.
|
Tabla 1. Datos generales de la empresa |
|
|
Datos generales |
|
|
Nombre comercial: |
Q´uma chocolate |
|
Razón social: |
Inversiones Qumara Perú S.A.C. |
|
R.U.C: |
20 566 472 873 |
|
Tipo de empresa: |
S.A.C. (Sociedad Anónima Cerrada) |
|
Actividad comercial: |
Elaboración de Cacao, Chocolate y Confitería |
|
Dirección legal: |
Jirón Varela y Orbegoso No 650- Surquillo |
Etapa Definir
Q’uma en su avance en el mercado ha desarrollado su estructura organizacional en base a la asignación de responsabilidades y funciones en cada una de sus áreas, con el fin de alcanzar un mejor desempeño .A continuación, en la figura 1 se muestra como está conformada el organigrama de la empresa manufacturera de chocolates orgánicos.
Figura 1. Organigrama
general de la empresa de chocolate
Proceso de producción
Se realizó el esquema de las actividades realizadas en la organización hechas por el sector de manufactura, en donde se desarrolla el proceso de los chocolates orgánicos, el cual muestra de forma gráfica las acciones que ejecuta la empresa para lograr su producto final. Se utilizo el diagrama de flujo como herramienta de la metodología DMAIC como se evidencia en la figura 2, mostrando de forma esquemática, clara y secuencial los pasos en la fabricación del chocolate orgánico. Con ello, se realizará un análisis a las actividades que se consideraran en la ficha de estudio de tiempos.
También, en esta etapa se desarrolló el flujograma con simbología y tiempos del proceso de manufactura antes de realizar la etapa de mejora como se muestra en la tabla 5. El flujograma está conformado por 25 actividades para lograr la fabricación de las tabletas de chocolates orgánicos. Del mismo modo, se hizo la medición de la duración de cada una de las acciones del procedimiento de manufactura, con el fin de compararlo con los resultados que se obtengan una vez realizada la etapa de mejora. Para la actividad de refinado no se registró tiempos debido a que su duración es estándar comprendiendo 24 horas exactas y se continua con las actividades en tiempo exacto.
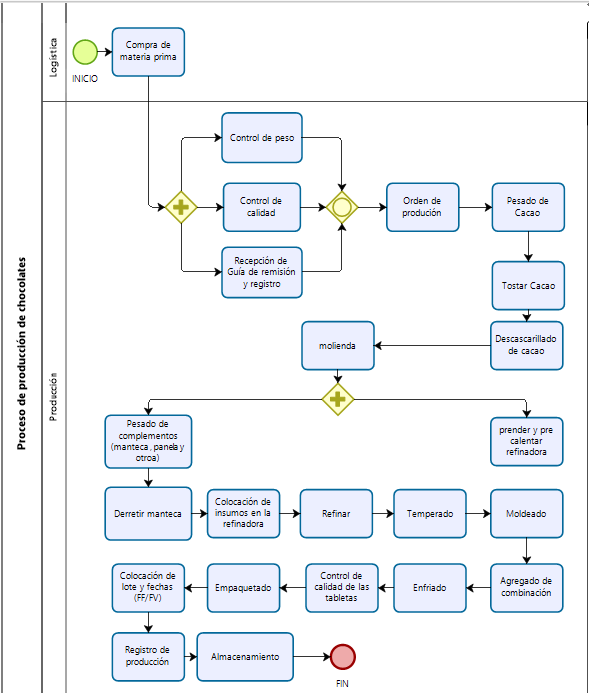
Figura 2. Flujograma del proceso de elaboración de chocolates órganicos
Porcentaje de frecuencia de problemas
Posteriormente, en esta etapa se usó la ficha de producción, con el fin de realizar un registro de las fallas existentes en el proceso de fabricación de chocolates, consolidando la información en una tabla de frecuencias de puntos críticos mostradas a continuación.
|
Tabla 2. Frecuencia de problemas del área de producción de chocolates |
|||||
|
N° |
Resumen |
Frecuencia Absoluta (fi) |
Frecuencia Acumulada (Fi) |
Frecuencia Relativa (hi) |
Frecuencia Relativa Acumulada (Hi) |
|
1 |
Falta de estandarización en los tiempos de ciclo |
29 |
29 |
27,88 % |
27,88 % |
|
2 |
Falla en la máquina de temperado |
14 |
43 |
13,46 % |
41,35 % |
|
3 |
Unidades defectuosas |
55 |
98 |
52,88 % |
94,23 % |
|
4 |
Paros menores en la máquina de descascarillado |
1 |
99 |
0,96 % |
95,19 % |
|
5 |
Personal no capacitado |
1 |
100 |
0,96 % |
96,15 % |
|
6 |
Tardanzas y ausentismos |
1 |
101 |
0,96 % |
97,12 % |
|
7 |
Suciedad en el trabajo |
1 |
102 |
0,96 % |
98,08 % |
|
8 |
Espacio reducido |
2 |
104 |
1,92 % |
100,00 % |
|
Tabla 3. Flujograma con simbología y tiempos del proceso de producción (Test) |
|||||||||||
|
Proceso |
Actividad Actual |
||||||||||
|
Área |
Producción |
Resumen |
|||||||||
|
Operación |
|
16 |
|||||||||
|
Transporte |
6 |
||||||||||
|
Proceso |
Chocolates orgánicos |
demora |
1 |
||||||||
|
inspección |
1 |
||||||||||
|
Almacenamiento |
1 |
||||||||||
|
|
|
Símbolos |
|
||||||||
|
N° |
Descripción de actividad |
|
|
|
|
|
Tiempo |
||||
|
1 |
Pesado de cacao |
X |
|
|
|
|
00:05:32 |
||||
|
2 |
Traslado a tostadora |
|
X |
|
|
|
00:05:24 |
||||
|
3 |
Tostar cacao |
X |
|
|
|
|
00:26:01 |
||||
|
4 |
Descascarillado de cacao |
X |
|
|
|
|
00:30:53 |
||||
|
5 |
Traslado a molienda |
|
X |
|
|
|
00:06:15 |
||||
|
6 |
Molienda (Moler cacao) |
X |
|
|
|
|
00:31:45 |
||||
|
7 |
Prender y precalentar refinadora |
|
|
|
X |
|
00:15:47 |
||||
|
8 |
Pesado de complementos (manteca, panela y otros) |
X |
|
|
|
|
00:07:24 |
||||
|
9 |
Derretir manteca |
X |
|
|
|
|
00:14:35 |
||||
|
10 |
Traslado a refinado |
|
X |
|
|
|
00:04:11 |
||||
|
11 |
Colocación de insumos en la refinadora |
X |
|
|
|
|
00:03:07 |
||||
|
12 |
Refinado |
X |
|
|
|
|
00:00:00 |
||||
|
13 |
Traslado a temperado |
|
X |
|
|
|
00:08:10 |
||||
|
14 |
Temperado |
X |
|
|
|
|
00:27:40 |
||||
|
15 |
Moldeado |
X |
|
|
|
|
00:50:49 |
||||
|
16 |
Agregado de combinación |
X |
|
|
|
|
00:14:56 |
||||
|
17 |
Traslado a enfriado |
|
X |
|
|
|
00:05:18 |
||||
|
18 |
Enfriado |
X |
|
|
|
|
00:40:08 |
||||
|
19 |
Traslado a mesa |
|
X |
|
|
|
00:05:12 |
||||
|
20 |
Desmoldado |
X |
|
|
|
|
00:31:33 |
||||
|
21 |
Control de calidad de tabletas |
|
|
X |
|
|
00:10:36 |
||||
|
22 |
Empaquetado |
X |
|
|
|
|
00:54:20 |
||||
|
23 |
Colocación de lote y fechas (FF/FV) |
X |
|
|
|
|
00:05:12 |
||||
|
24 |
Registro de producción |
X |
|
|
|
|
00:07:03 |
||||
|
25 |
Almacenamiento |
|
|
|
|
X |
00:05:21 |
||||
|
Total |
06:57:12 |
||||||||||
Etapa medir
Para este periodo se registró las cantidades en las fichas de rendimiento empresarial, con el fin de conocer cuál es la cantidad de chocolates con los que se cuenta al concluir el procedimiento de producción durante el test que consta de 13 días.
|
Tabla 4. Cantidad de unidades producidas (Test) |
||
|
No |
Unidades |
Kg de cacao |
|
1 |
351 |
24,5 |
|
2 |
348 |
24,5 |
|
3 |
350 |
24,5 |
|
4 |
348 |
24,5 |
|
5 |
353 |
24,5 |
|
6 |
350 |
24,5 |
|
7 |
349 |
24,5 |
|
8 |
351 |
24,5 |
|
9 |
353 |
24,5 |
|
10 |
352 |
24,5 |
|
11 |
350 |
24,5 |
|
12 |
347 |
24,5 |
|
13 |
347 |
24,5 |
|
Total |
4549 |
24,5 |
Tiempo de ciclo del proceso (Test)
La empresa manufacturera no cuenta con un tiempo estandarizado para sus ciclos de producción lo que genera una incertidumbre en los tiempos que se requiere para realizar cada una y todas las acciones del procedimiento de elaboración, del mismo modo las unidades producidas solo se rigen a la cantidad de materia prima promedio a usar durante el día, ocasionado que en algunas veces no se logre cumplir con los objetivos de fabricación programados.
Se realizo el registro de los tiempos con la ficha de producción con ayuda de un cronómetro para así conocer el tiempo real que tiene cada actividad del proceso de fabricación de chocolates como se muestra en la tabla 5. Este registro se toma como punto de partida de la comparación que se realizara posteriormente.
|
Tabla 5. Tiempo de ciclo por proceso (Test) |
|||
|
N° |
|
Actividad |
Tiempo por actividad |
|
1 |
Pesado de cacao |
00:05:33 |
|
|
2 |
2.1 |
Traslado a tostadora |
00:05:28 |
|
2.2 |
Tostar cacao |
00:26:08 |
|
|
3 |
Descascarillado de cacao |
00:30:52 |
|
|
4 |
4.1 |
Traslado a molienda |
00:06:10 |
|
4.2 |
Molienda (Moler cacao) |
00:31:42 |
|
|
5 |
Prender y precalentar refinadora |
00:15:41 |
|
|
6 |
Pesado de complementos (manteca, panela y otros) |
00:07:24 |
|
|
7 |
Derretir manteca |
00:14:35 |
|
|
8 |
8.1 |
Traslado a refinado |
00:04:10 |
|
8.2 |
Colocación de insumos en la refinadora |
00:03:02 |
|
|
8.3 |
Refinado |
00:00:00 |
|
|
9 |
9.1 |
Traslado a temperado |
00:08:04 |
|
9.2 |
Temperado |
00:27:42 |
|
|
10 |
10.1 |
Moldeado |
00:50:49 |
|
10.2 |
Agregado de combinación |
00:14:54 |
|
|
11 |
11 |
Traslado a enfriado |
00:05:18 |
|
11.1 |
Enfriado |
00:40:08 |
|
|
12 |
12 |
Traslado a mesa |
00:05:14 |
|
12.1 |
Desmoldado |
00:31:31 |
|
|
13 |
Control de calidad de tabletas |
00:10:35 |
|
|
14 |
Empaquetados |
00:54:21 |
|
|
Tiempo de ciclo total |
06:39:19 |
||
Demoras en el temperado
En el tiempo registrado, se pudo hallar que existe demoras en la actividad de temperado cuando dicha maquina debe trabajar en un tiempo estándar, el tiempo de demora es de 2,42 min por cada 24,5 kg de cacao que se utiliza diariamente. Realizando tabulaciones o estimando para un periodo de una semana se tendría 13,28 min por 122,5 kg y en un mes se estima un retraso de 59,17 min para 539 kg de cacao.
|
Tabla 6. Tiempo de ciclo temperado |
||||
|
Período |
Tiempo de retraso promedio |
Unidades producidas |
Número de ciclos |
Total de retrasos (min) |
|
Ciclo |
2,42 |
350 |
1 |
2:42 |
|
Semana |
2,42 |
1750 |
5 |
13:28 |
|
Mes |
2,42 |
7700 |
22 |
59:17 |
También, se hizo un pronóstico comparando el tiempo que establece la empresa que es de 8 horas diarias y el tiempo real de trabajo, determinando que no se emplea el 5,20 % del tiempo debido a que no se cuenta con tiempos estandarizados para el proceso de producción de chocolates orgánicos.
|
Tabla 7. Porcentaje de tiempo no empleado (test) |
||||||
|
Período |
Unidades producidas |
Horas al día |
Tiempo real (hrs) |
Tiempo de ciclo |
Diferencia (hrs) |
% de tiempo no empleado |
|
Dia promedio |
350 |
08:00:00 |
07:08:00 |
06:40:03 |
00:27:57 |
6,53 |
Retrasos inevitables en el proceso de producción
Las demoras representadas en la siguiente tabla se registraron en todo el proceso de producción con el fin de saber en cuanto tiempo disminuye las horas disponibles de la organización, ya que estos retrasos son inevitables que están presentes antes y después de realizado el proceso.
|
Tabla 8. Retrasos inevitables en el proceso de producción (Test) |
|||
|
N° |
Causas |
Tiempo promedio(min) |
|
|
Diario |
1 sola vez a la semana |
||
|
1 |
Tardanzas del personal |
5 |
x |
|
2 |
Preparación de instrumentos e ingredientes |
7 |
x |
|
3 |
Orden y limpieza |
40 |
x |
|
4 |
Traslado de ingredientes |
x |
4 |
|
5 |
Calibrar las maquinas |
x |
5 |
Demoras en el proceso productivo semanal
Se realizó un pronóstico semanal del tiempo promedio que se pierde en la organización dando un total de 269 minutos semanales.
|
Tabla 9. Retrasos inevitables semanales (Test) |
||
|
Frecuencias |
Tiempo de retraso |
Total semanal |
|
Diario |
52 min |
260 min |
|
1 sola vez por semana |
9 min |
9 min |
|
Total de demora |
269 min |
|
Cálculo de la productividad de la producción (test)
Se aplicó la fórmula de la productividad con cada uno de los elementos que lo componen.
Eficacia
Para el cálculo de la eficacia se tomó en cuenta a las unidades conformes, dicho de otra forma, al producto final que no responda a una variación establecida en los parámetros de calidad de la organización, como es la textura, la coloración, impurezas y el empaquetado de la tableta de chocolate.
Eficiencia
Por consiguiente, para calcular la eficiencia se dividió los tiempos utilizados y el tiempo disponible para el proceso de manufactura.
|
Tabla 10.Cálculo de productividad (Test) |
|||||||
|
Período |
U. producidas |
U. conforme |
Eficacia |
Tiempo disponible |
Tiempo utilizado |
Eficiencia |
Productividad |
|
1 |
350 |
345 |
98,57 % |
07:08:00 |
06:36:00 |
92,52 % |
91,20 % |
|
2 |
350 |
343 |
98,00 % |
07:08:00 |
06:36:35 |
92,66 % |
90,81 % |
|
3 |
350 |
347 |
99,14 % |
07:08:00 |
06:32:38 |
91,74 % |
90,95 % |
|
4 |
350 |
342 |
97,71 % |
07:08:00 |
06:38:51 |
93,19 % |
91,06 % |
|
5 |
350 |
349 |
99,71 % |
07:08:00 |
06:45:09 |
94,66 % |
94,39 % |
|
6 |
350 |
350 |
100,00 % |
07:08:00 |
06:43:24 |
94,25 % |
94,25 % |
|
7 |
350 |
344 |
98,29 % |
07:08:00 |
06:40:41 |
93,62 % |
92,01 % |
|
8 |
350 |
346 |
98,86 % |
07:08:00 |
06:44:18 |
94,46 % |
93,38 % |
|
9 |
350 |
349 |
99,71 % |
07:08:00 |
06:39:43 |
93,39 % |
93,12 % |
|
10 |
350 |
347 |
99,14 % |
07:08:00 |
06:40:30 |
93,57 % |
92,77 % |
|
11 |
350 |
347 |
99,14 % |
07:08:00 |
06:41:15 |
93,75 % |
92,95 % |
|
12 |
350 |
343 |
98,00 % |
07:08:00 |
06:39:39 |
93,38 % |
91,51 % |
|
13 |
350 |
342 |
97,71 % |
07:08:00 |
06:41:57 |
93,91 % |
91,77 % |
|
Total |
4550 |
4205 |
92,42 % |
92:44:00 |
86:40:40 |
93,47 % |
86,38 % |
Cálculo del nivel Sigma - Test
Para el cálculo del nivel sigma que existe en el proceso de producción se utilizó el registro de las tabletas de chocolates no conformes o que no hayan pasado parámetros que establece el control de calidad, los cuales son los siguientes protocolos:
Peso: el contenido del producto final debe de tener un peso mínimo de 69 gr y un máximo de 75 gr.
Textura: la textura de la tableta frontal debe ser totalmente fina y lisa. Además, no deben de tener ningún agujero de aire en
Coloración: el color de la tableta debe ser totalmente uniforme.
Con el registro de las unidades defectuosas se realizó la tabla 11 que muestra las unidades imperfectas encontradas en el periodo de 13 días en el cual se examinó la producción de chocolates, hallando un total de 55 unidades imperfectas.
|
Tabla 11. Número de productos imperfectas (Test) |
|||
|
Período |
Unidades |
Unidades imperfectas |
% Unidades imperfectas |
|
1 |
351 |
6 |
1,71 |
|
2 |
348 |
5 |
1,44 |
|
3 |
350 |
3 |
0,86 |
|
4 |
348 |
6 |
1,72 |
|
5 |
353 |
4 |
1,13 |
|
6 |
350 |
0 |
0,00 |
|
7 |
349 |
5 |
1,43 |
|
8 |
351 |
5 |
1,42 |
|
9 |
353 |
4 |
1,13 |
|
10 |
352 |
5 |
1,42 |
|
11 |
350 |
3 |
0,86 |
|
12 |
347 |
4 |
1,15 |
|
13 |
347 |
5 |
1,44 |
|
Total |
4260 |
55 |
|
En la tabla 12 se describió las imperfecciones encontradas en las tabletas de chocolates durante los 13 días de verificación, siendo estas la cantidad de 55 unidades imperfectas con la siguiente descripción.
|
Tabla 12. Descripción de las unidades imperfectas (Test) |
||
|
N° |
Resumen |
Unidades imperfectas |
|
1 |
Variación en el peso |
1 |
|
2 |
Textura irregular |
53 |
|
3 |
Coloración irregular |
1 |
|
Total |
55 |
|
Se desarrollo el gráfico de control de unidades imperfectas en relación a la cantidad de unidades producidas y cantidad de unidades imperfectas, en donde se tiene establecido un límite máximo de 4 unidades y un límite inferior de 0 unidades imperfectas en las mejores oportunidades. En otras palabras, la organización no puede superar la cantidad de 4 unidades imperfectas por día, porque esto afecta la eficacia en el proceso de manufactura.
En la siguiente figura se muestra que en los días 1, 2, 4, 5, 7, 8, 9, 10, 12 y 13 la cantidad de unidades imperfectas superaron el límite establecido.
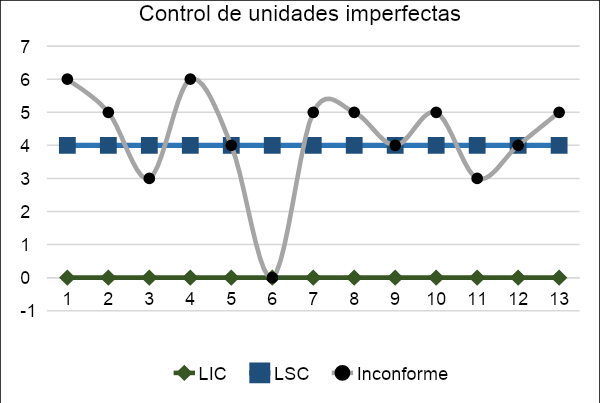
Figura 3. Gráfico de control de unidades imperfectas (Test)
Cálculo de defectos por oportunidad (DPO) - Test
Con lo establecido en la tabla 14, se calculó el DPO del proceso de producción de chocolates orgánicos.
DPO = 55 / ( 4550 x 4 ) (1)
DPO = 0,00302198 (2)
Con el resultado anterior que se obtuvo, se calculó el nivel sigma del proceso de producción.
Yield% = ( 1 - 0,00302198) x 100 (1)
Yield% = 99,6978022 % (2)
Nivel sigma – Test
Conforme al rendimiento o Yield obtenido, se consiguió un nivel sigma de 4,2, lo que significa que por cada millón de oportunidades se posee 3460 de defectos , siendo un nivel sigma ineficiente para la organización manufacturera.
Etapa Analizar
En esta etapa se analizó la información de la etapa definir, estableciendo como objetivo el uso de herramientas de apoyo como se muestra en la tabla 15 de la metodología DMAIC para esta fase respectivamente.
|
Tabla 13. Objetivos a realizar en la etapa analizar |
|
|
Herramientas a utilizar |
Objetivos a elaborar |
|
Diagrama de Pareto |
100 % |
|
Diagrama de Ishikawa |
100 % |
Se creo y desarrollo el diagrama de distribución Pareto respecto al porcentaje de frecuencias de problemas para así identificar lo crítico que puede ser cada problema en el desarrollo del proceso de producción, con la finalidad de realizar las mejoras en la siguiente etapa.
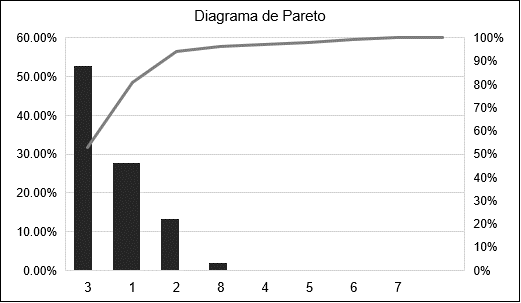
Figura 4. Diagrama de distribución A-B-C
En el diagrama de curva cerrada o Pareto evidencio cuales conforman los problemas más frecuentes que existen en el proceso de producción, siendo estos, la estandarización de duración de las acciones del procesamiento de fabricación, falla en una de las máquinas y el tener unidades imperfectas o defectuosas.
También, se desarrolló el diagrama de Ishikawa para hacer un análisis de los problemas en el área de producción y tener una mejor toma de decisiones en cuanto a las mejoras o soluciones que se realizarán respecto las fallas o problemas de bajo impacto hasta los problemas más críticos que afectan severamente las operaciones de manufactura.
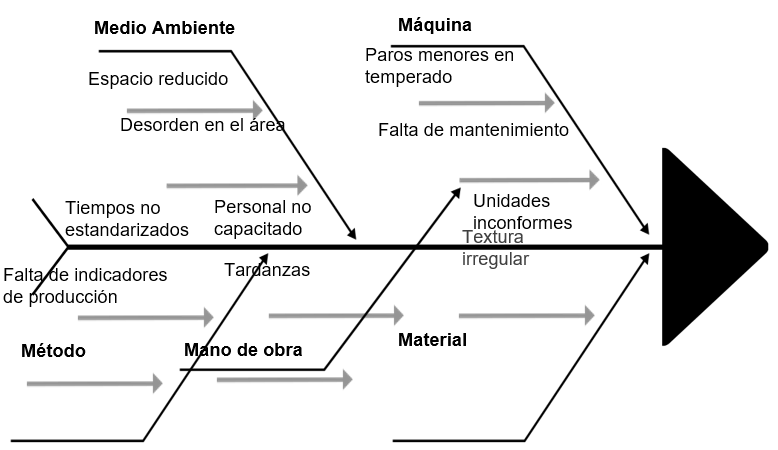
Figura 5.Diagrama de Ishikawa
Teniendo en cuenta el análisis de los gráficos desarrollado se vuelve a evidenciar que existe una falta de estandarización en los tiempos de ciclo del procedimiento de elaboración de productos.
Cumplimiento de objetivos en la etapa analizar
|
Tabla 13. Cumplimiento de los objetivos en la etapa analizar |
|||
|
|
Objetivos a elaborar |
Objetivos elaborados |
% Cumplimiento |
|
Diagrama de Pareto |
100 % |
100 |
100 |
|
Diagrama de Ishikawa |
100 % |
100 |
100 |
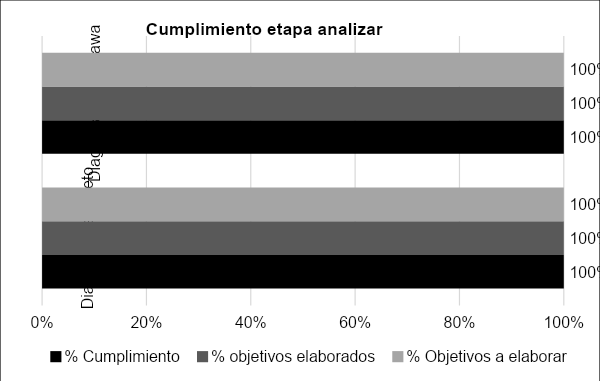
Figura 6. Gráfico del cumplimiento para los objetivos en la fase analizar
Una vez desarrollada esta etapa se procede a analizar cuáles serán las mejoras más convenientes a implementar.
Etapa Mejorar
Para esta fase, se abordaron los problemas más relevantes de la primera etapa hallados en la tabla de frecuencia, y analizados en la tercera fase. Los problemas fueron una falta de estandarización en los tiempos, fallas en la máquina de temperado, unidades inconformes. Además, al tener unas cantidades producidas variables se propuso promediar la cantidad de cacao a utilizar por día para tener una media y un control en las unidades a producir.
Estandarización de tiempos del proceso de producción
Para la estandarización de los tiempos del proceso de producción fue importante realizar un diagnóstico técnico a la máquina de temperado, ya que sufría de paros inesperados, mostrando una frecuencia de fallos de 14 en el tiempo del testeo. Además, se consideró a este como un factor significante de la baja productividad en el proceso de manufactura que se solucionó de la siguiente manera.
Periodo de mantenimiento de máquinas de producción
Para que las maquinas lleven un correcto funcionamiento en el sector de manufactura y no este afectada el rendimiento se realizó el diagnóstico de la máquina de temperado y al resto de máquinas dando como resultado requerimiento de mantenimiento. Adaptando el mantenimiento reactivo que se realizara cuando se presente alguna falla o inconveniente y el cuidado preventivo realizad de manera anual para asegurar el buen funcionamiento de la maquinaria.
Tiempo de ciclo del proceso (Post-Test)
Al realizar el manteamiento de la máquina de temperado y el resto, los tiempos mejoraron favorablemente. Del mismo modo, para la posterior medición se estableció utilizar por día el promedio de 24 Kg de Cacao, ya que anteriormente no se consideraba ese factor.
Flujograma con simbología del proceso de producción (Post-test)
Una vez estandarizando los tiempos de las máquinas de producción que lo requieran, se elaboró un nuevo flujograma de análisis del proceso de producción, agregando la actividad de inspección de moldeado, con el fin de tener la mínima cantidad de unidades imperfectas.
|
Tabla 14. Tiempo de ciclo por proceso (Post-test) |
|||
|
N° |
|
Actividad |
Tiempo por actividad |
|
1 |
Pesado de cacao |
00:05:23 |
|
|
2 |
2.1 |
Traslado a tostadora |
00:05:37 |
|
2.2 |
Tostar cacao |
00:26:00 |
|
|
3 |
Descascarillado de cacao |
00:31:18 |
|
|
4 |
4.1 |
Traslado a molienda |
00:05:46 |
|
4.2 |
Molienda (Moler cacao) |
00:32:13 |
|
|
5 |
Prender y precalentar refinadora |
00:15:28 |
|
|
6 |
Pesado de complementos (manteca, panela y otros) |
00:07:26 |
|
|
7 |
Derretir manteca |
00:14:35 |
|
|
8 |
8.1 |
Traslado a refinado |
00:04:11 |
|
8.2 |
Colocación de insumos en la refinadora |
00:03:02 |
|
|
8.3 |
Refinado |
00:00:00 |
|
|
9 |
9.1 |
Traslado a temperado |
00:08:04 |
|
9.2 |
Temperado |
00:20:00 |
|
|
9.3 |
Control de temperado |
00:46:11 |
|
|
10 |
10.1 |
Moldeado |
00:05:04 |
|
10.2 |
Agregado de combinación |
00:14:58 |
|
|
11 |
11 |
Traslado a enfriado |
00:05:14 |
|
11.1 |
Enfriado |
00:40:00 |
|
|
12 |
12 |
Traslado a mesa |
00:05:14 |
|
12.1 |
Desmoldado |
00:31:29 |
|
|
13 |
Control de calidad de tabletas |
00:10:34 |
|
|
14 |
Empaquetados |
00:54:08 |
|
|
Tiempo de ciclo total |
06:31:56 |
||
|
Tabla 15. Flujograma con simbología del proceso de producción (Post-test) |
|||||||||||
|
Proceso |
Actividad Actual |
||||||||||
|
Área |
Producción |
Resumen |
|||||||||
|
Operación |
|
16 |
|||||||||
|
Transporte |
6 |
||||||||||
|
proceso |
Chocolates orgánicos |
demora |
1 |
||||||||
|
inspección |
2 |
||||||||||
|
Almacenamiento |
1 |
||||||||||
|
|
|
Símbolos |
|
||||||||
|
N° |
Descripción de actividad |
|
|
|
|
|
Tiempo |
||||
|
1 |
Pesado de cacao |
X |
|
|
|
|
00:05:21 |
||||
|
2 |
Traslado a tostadora |
|
X |
|
|
|
00:05:39 |
||||
|
3 |
Tostar cacao |
X |
|
|
|
|
00:26:02 |
||||
|
4 |
Descascarillado de cacao |
X |
|
|
|
|
00:31:19 |
||||
|
5 |
Traslado a molienda |
|
X |
|
|
|
00:05:45 |
||||
|
6 |
Molienda (Moler cacao) |
X |
|
|
|
|
00:32:13 |
||||
|
7 |
Prender y precalentar refinadora |
|
|
|
X |
|
00:15:27 |
||||
|
8 |
Pesado de complementos (manteca, panela y otros) |
X |
|
|
|
|
00:07:28 |
||||
|
9 |
Derretir manteca |
X |
|
|
|
|
00:14:31 |
||||
|
10 |
Traslado a refinado |
|
X |
|
|
|
00:04:11 |
||||
|
11 |
Colocación de insumos en la refinadora |
X |
|
|
|
|
00:03:02 |
||||
|
12 |
Refinado |
X |
|
|
|
|
00:00:00 |
||||
|
13 |
Traslado a temperado |
|
X |
|
|
|
00:08:04 |
||||
|
14 |
Temperado |
X |
|
|
|
|
00:20:00 |
||||
|
15 |
Moldeado |
X |
|
|
|
|
00:46:11 |
||||
|
16 |
Inspección de moldeado |
|
|
X |
|
|
00:05:05 |
||||
|
17 |
Agregado de combinación |
X |
|
|
|
|
00:14:58 |
||||
|
18 |
Traslado a enfriado |
|
X |
|
|
|
00:05:12 |
||||
|
19 |
Enfriado |
X |
|
|
|
|
00:40:00 |
||||
|
20 |
Traslado a mesa |
|
X |
|
|
|
00:05:16 |
||||
|
21 |
Desmoldado |
X |
|
|
|
|
00:31:32 |
||||
|
22 |
Control de calidad de tabletas |
|
|
X |
|
|
00:10:34 |
||||
|
23 |
Empaquetados |
X |
|
|
|
|
00:54:08 |
||||
|
24 |
Colocación de lote y fechas (FF/FV) |
X |
|
|
|
|
00:05:15 |
||||
|
25 |
Registro de producción |
X |
|
|
|
|
00:07:01 |
||||
|
26 |
Almacenamiento |
|
|
|
|
X |
00:05:12 |
||||
|
Total |
06:49:26 |
||||||||||
Unidades producidas luego de realizar las mejoras
En la siguiente tabla se puede ver la cantidad de tabletas producidas luego de realizar las mejoras. Para esta prueba se redujo la materia prima, con el fin de evidenciar una reacción a los cambios realizados.
|
Tabla 16.Cantidad de unidades producidas (Post-test) |
||
|
No |
Unidades |
Kg de cacao |
|
1 |
357 |
24 |
|
2 |
357 |
24 |
|
3 |
356 |
24 |
|
4 |
357 |
24 |
|
5 |
357 |
24 |
|
6 |
357 |
24 |
|
7 |
358 |
24 |
|
8 |
357 |
24 |
|
9 |
357 |
24 |
|
10 |
355 |
24 |
|
11 |
355 |
24 |
|
12 |
357 |
24 |
|
13 |
357 |
24 |
|
Total |
|
4637 |
También, se midió el tiempo no utilizado luego de las mejoras utilizando el promedio del tiempo de las actividades de los distintos días. Además, debido a que el área de producción requiere de un alto nivel de higiene se incrementó el tiempo de limpieza en 8 min haciendo que el tiempo real para realizar las actividades sean de 7 horas.
|
Tabla 17. Porcentaje de tiempo no empleado (Post-test) |
|||||
|
Período |
Unidades producidas |
Tiempo real (hrs) |
Tiempo de ciclo hallado |
Diferencia (hrs) |
% de tiempo no empleado |
|
Dia promedio |
357 |
07:00:00 |
06:36:18 |
00:23:42 |
5,64 |
En la anterior tabla se pudo visualizar que al haber reducido el tiempo de producción y estandarizar los tiempos el porcentaje del tiempo no empleado empieza a disminuir, dando indicios que para emplearlo al máximo se debe de incrementar la cantidad de materia prima.
Por consiguiente, se muestra el cálculo de productividad de los 13 días dando como resultado que se logró producir un promedio de 357, respecto a las unidades conformes para la eficacia luego de aplicadas las mejoras registro un 99,70 % y una eficiencia del 94,36 %, como consecuencia se tuvo una productividad del 94,07 %.
|
Tabla 18.Cálculo de productividad (Post-test) |
|||||||
|
Período |
Unid. producidas |
Unid. conforme |
Eficacia |
Tiempo empleado |
Tiempo Utilizado |
Eficiencia |
Productividad |
|
1 |
357 |
356 |
99,72 % |
07:00:00 |
06:29:43 |
92,79 % |
92,5 % |
|
2 |
357 |
357 |
100,00 % |
07:00:00 |
06:36:39 |
94,44 % |
94,44 % |
|
3 |
357 |
355 |
99,44 % |
07:00:00 |
06:27:22 |
92,23 % |
91,71 % |
|
4 |
357 |
355 |
99,44 % |
07:00:00 |
06:37:08 |
94,56 % |
94,03 % |
|
5 |
357 |
357 |
100,00 % |
07:00:00 |
06:38:11 |
94,81 % |
94,81 % |
|
6 |
357 |
356 |
99,72 % |
07:00:00 |
06:38:42 |
94,93 % |
94,66 % |
|
7 |
357 |
358 |
100,28 % |
07:00:00 |
06:37:01 |
94,53 % |
94,79 % |
|
8 |
357 |
356 |
99,72 % |
07:00:00 |
06:41:05 |
95,50 % |
95,23 % |
|
9 |
357 |
357 |
100,00 % |
07:00:00 |
06:39:01 |
95,00 % |
95,00 % |
|
10 |
357 |
354 |
99,16 % |
07:00:00 |
06:39:17 |
95,07 % |
94,27 % |
|
11 |
357 |
355 |
99,44 % |
07:00:00 |
06:36:06 |
94,31 % |
93,78 % |
|
12 |
357 |
355 |
99,44 % |
07:00:00 |
06:39:09 |
95,04 % |
94,50 % |
|
13 |
357 |
356 |
99,72 % |
07:00:00 |
06:32:30 |
93,45 % |
93,19 % |
|
Total |
4641 |
4627 |
99,70 % |
91:00:00 |
85:51:54 |
94,36 % |
94,07 % |
|
Tabla 19.Porcentaje de mejora de las unidades producidas (Post-test) |
||
|
Antes de mejorar |
Después de mejorar |
Mejora (%) |
|
350 |
357 |
2 % |
Cálculo del nivel Sigma - Post test
Luego de haber mejorado el flujograma del proceso de producción agregando la actividad de inspección de moldeado, paso importante para reducir las unidades imperfetas, se registró lo siguiente:
|
Tabla 20. Descripción de las unidades imperfectas (Post-test) |
||
|
N° |
Resumen |
Unidades imperfectas |
|
1 |
Variación en el peso |
1 |
|
2 |
Textura irregular |
8 |
|
3 |
Coloración irregular |
1 |
|
Total |
10 |
|
Se desarrolló el gráfico de control de unidades imperfectas tomando el registro de los días posteriores a las mejoras, evidenciando una disminución de 55 a 10 unidades imperfectas , teniendo en cuenta el mismo límite superior e inferior del anterior control. La siguiente tabla muestra que la frecuencia de las unidades imperfectas se encuentra entre lo establecido por la empresa.
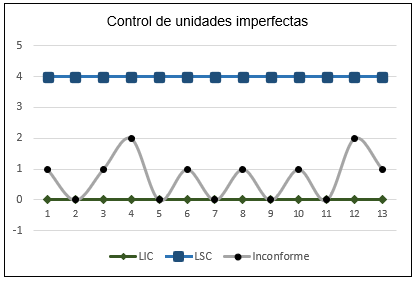
Figura 7.Gráfico de control de unidades imperfectas (Post-test)
Cálculo de defectos por oportunidad (DPO) – Post test
DPO = 10 / ( 4641 x 4) (1)
DPO = 0.00053868 (2)
Con el resultado anterior, se calculó el nivel sigma del proceso de producción.
Yield% = ( 1 - 0,00053868 ) x 100 (1)
Yield% = 99,9461323 % (2)
Nivel sigma – Post test
De acuerdo al rendimiento o Yield obtenido, el nivel sigma es de 4,8, lo que significa que por cada millón de oportunidades se posee 480 de defectos y por cada 100 mil se tendrán 48 defectos. Este nivel sigma indica que el proceso tendrá menos productos superen los limites superiores de unidades inconformes.
Etapa Controlar
Análisis del índice de productividad
Para esta etapa de la metodología DMAIC se analiza el valor de los parámetros del proceso de manufactura y su estabilidad conforme ha pasado el tiempo. En la siguiente figura se evidencia el índice del rendimiento encontrado en el test comparándolo con el post test o luego de haber realizado las mejoras. Evidenciando un incremento de la productividad con las mejoras realizadas.
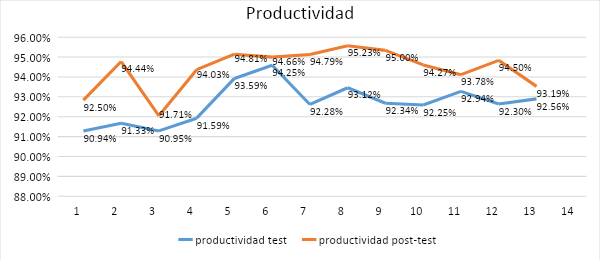
Figura 8.Diagrama de control del índice de productividad
Análisis de la variable dependiente (x) – Productividad
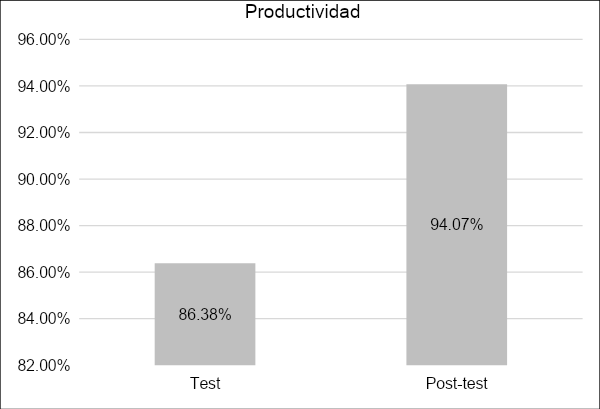
Figura 9. Diagrama de barras horizontales del resultado de la productividad
En la gráfica conveniente para la productividad, se evidencia que al desarrollar las fases del ciclo de la metodología DMAIC, la productividad presencia un incremento significativo, que fluctúa desde el 86,38 % al 94,07 %,teniendo un incremento de 7,69 % como resultado.
Análisis de la dimensión – Eficiencia
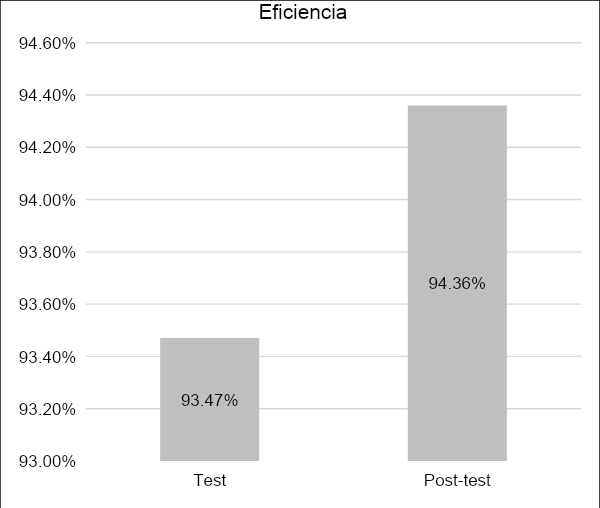
Figura 10. Diagrama de barras horizontales del resultado de la eficiencia
En la gráfica conveniente para la eficiencia, se evidencia que al desarrollar los períodos del ciclo del método DMAIC, la eficiencia presencia un incremento significativo, que fluctúa desde el 93,47 % al 94,36 %,teniendo un incremento del 0,89 % como resultado.
Análisis de la dimensión – Eficacia
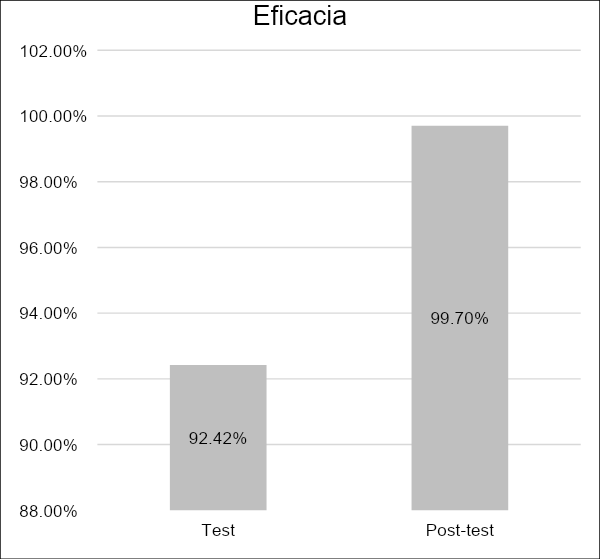
Figura 11. Diagrama de barras horizontales del resultado de la eficacia
En la gráfica conveniente para la eficacia, se evidencia que al desarrollar de las situaciones de los ciclos de método DMAIC, la eficacia presencia un incremento significativo, que fluctúa desde el 92,42 % al 99,70 %,teniendo un incremento de 7,28 % como resultado.
Análisis estadístico Inferencial
Hipótesis General
Ho: La metodología DMAIC no interviene significativamente en la incrementación de la productividad en el área de manufactura de una empresa de chocolates orgánicos – 2022.
Ha: La metodología DMAIC interviene significativamente en el incremento de la productividad en el área de manufactura de una empresa de chocolates orgánicos – 2022.
Regla para la decisión
Ho: Media de la productividad test ≥ Media de la productividad post test.
Ha: Media de la productividad test < Media de la productividad post test.
|
Tabla 21. Análisis estadístico para hipótesis general |
|||
|
|
N |
Media |
Desviación estándar (σ) |
|
Productividad Test |
13 |
0,9232 |
0,0124 |
|
Productividad Post-test |
13 |
0,9407 |
0,0103 |
Conforme al cuadro de análisis estadístico se evidencia que la media del rendimiento de manufactura antes del desarrollo del método DMAIC era de 0,9232 y siendo este minúsculo en comparación de la media de la productividad luego del desarrollo que tiene un valor de 0,9407, en relación a las reglas de decisión se admite la hipótesis alterna , ya que el valor del test de la productividad es menor al valor del post test de la misma variable, aceptando que “La metodología DMAIC interviene significativamente en la incrementación de la productividad en el área de manufactura de una empresa de chocolates orgánicos – 2022”.
Hipótesis Especificas
Hipótesis Especifica 1
Ho: Desarrollar las etapas de la metodología DMAIC no beneficia significativamente al proceso de manufactura de una empresa de chocolates orgánicos -2022
Ha: Desarrollar las etapas de la metodología DMAIC beneficia significativamente al proceso de manufactura de una empresa de chocolates orgánicos -2022
Regla para la decisión
Ho: Nivel sigma test ≥ Nivel sigma post test
Ha: Nivel sigma test < Nivel sigma post test
|
Tabla 22. Análisis estadístico para hipótesis especifica 1 |
|||
|
|
N |
Nivel sigma |
Desviación estándar(σ) |
|
Test |
13 |
4,2 |
0,0124 |
|
Post-test |
13 |
4,8 |
0,0103 |
Conforme al cuadro de análisis estadístico se evidencia que el nivel sigma antes del desarrollo del método DMAIC era de 4,2 y siendo este minúsculo comparado con el nivel sigma luego del desarrollo que tiene un valor de 4,8, en relación a las reglas de decisión se admite la hipótesis alterna , ya que el resultado del test del nivel sigma es pequeño a comparación del valor del nivel sigma del post test, aceptando que “Desarrollar las etapas de la metodología DMAIC beneficia significativamente al proceso de manufactura de una empresa de chocolates orgánicos -2022”
Hipótesis Especifica 2
Ho: La metodología DMAIC no interviene significativamente en la eficiencia en el área de manufactura de una empresa de chocolates orgánicos – 2022.
Ha: La metodología DMAIC interviene significativamente en la eficiencia en el área de manufactura de una empresa de chocolates orgánicos – 2022.
Regla para la decisión
Ho: Media de la eficiencia test ≥ Media de la eficiencia post test.
Ha: Media de la eficiencia test < Media de la eficiencia post test.
|
Tabla 23. Análisis estadístico para hipótesis especifica 2 |
|||
|
|
N |
Media |
Desviación estándar (σ) |
|
EficienciaTest |
13 |
0,9347 |
0,0082 |
|
| |
13 |
0,9436 |
0,0096 |
Conforme al cuadro de análisis estadístico se muestra que el promedio de la eficiencia en el test del desarrollo del método DMAIC era de 0,9347 y siendo esta menor en comparación de la media de la eficiencia luego del desarrollo que tiene un valor de 0,9436, en relación a las reglas de decisión se acepta la hipótesis alterna , ya que el valor del test de la eficiencia es menor al valor del post test de la misma variable, aceptando que “La metodología DMAIC interviene significativamente en la eficiencia en el área de manufactura de una empresa de chocolates orgánicos – 2022”
Hipótesis Especifica 3
Ho: La metodología DMAIC no interviene significativamente en la eficacia en el área de manufactura de una empresa de chocolates orgánicos – 2022.
Ha: La metodología DMAIC interviene significativamente en la eficacia en el área de manufactura de una empresa de chocolates orgánicos – 2022.
Regla para la decisión
Ho: Media de la eficacia test ≥ Media de la eficacia post test.
Ha: Media de la eficacia test < Media de la eficacia post test.
|
Tabla 24. Análisis estadístico para hipótesis especifica 3 |
|||
|
|
N |
Media |
Desviación estándar (σ) |
|
Eficacia Test |
13 |
0,9877 |
0,0079 |
|
Eficacia Post-test |
13 |
0,9970 |
0,0031 |
Conforme al cuadro de análisis estadístico se evidencia que la media del elemento eficacia antes del desarrollo del método DMAIC era del 0,9877 y siendo este muy pequeño en comparación de la media de la eficacia luego del desarrollo que tiene un valor de 0,9970, en relación a las reglas de decisión se admite la hipótesis alterna , porque la estimación de la prueba de la eficacia es pequeña en comparación al valor del post test de la misma variable, aceptando que “La metodología DMAIC interviene significativamente en la eficacia en el área de manufactura de una empresa de chocolates orgánicos – 2022”
DISCUSIÓN
En el desarrollo del proyecto de investigación se ha demostrado que implementar la metodología DMAIC mejora la productividad en los procesos de fabricación de chocolates orgánicos.
Para la productividad, en la tabla 24 se muestra el cambio tras las mejoras que paso del 92,32 % promedio al 94,07 % que equivale al 1,75 %, en consecuencia, de haber aplicado las mejoras en el proceso a través de la estandarización de tiempos. Este resultado coincide con Guimarey et al. (2021) que en su estudio en una empresa textil obtuvo un incremento de la productividad del 12,44 % promedio que paso de ser de 1,93 a 2,17 por medio de su plan de capacitación. Igualmente, Medina et al. (2018) al desarrollar las fases del DMAIC en una empresa fabricadora de pallets obtuvo una diferencia en la productividad global del 34,65 % que paso de 1,01 al 1,36 luego de aplicar las mejoras.
Con el desarrollo de las 5 fases del DMAIC se tuvo resultados significantes en cuanto al rendimiento del proceso de manufactura que tuvo un incremento del 14,29 % en su nivel sigma que paso de 4,2 a 4,8 debido a las modificaciones realizadas. Igualmente, Castillo (2021) en su estudio en la empresa dedicada a la fabricación de transformadores obtuvo un incremento en su nivel sigma del 418,67 %, siendo el actual de 3,89 luego de los cambios con el DMAIC. También, en el estudio de Carlos et al. (2019) en una empresa manufacturera, se tuvo un incremento de la productividad de su proceso del 14,19 % pasando de tener de 1,47 a 1,68 en su nivel sigma.
Por consiguiente, tal y como se muestra en la tabla 24, la eficiencia de la producción de chocolates orgánicos en la empresa de estudio ha tenido una mejora promedio del 0,89 % pasando de 93,47 % a 94,36 % referente al tiempo de ciclo, luego de realizar los cambios. Este resultado se asemeja al encontrado por Vilela (2018), que en su estudio logro mejorar la eficiencia del 56 % al 82 % en una fábrica de embalaje. Esto también concuerda con Carlos et al. (2019) que incrementaron la eficiencia en un 7 % que paso de 66 % al 73 % luego de la implantación del DMAIC en el área de almacenaje.
Por último, como se muestra en la tabla 26, la eficacia de la producción de los chocolates orgánicos también sufrió mejoras al aplicar la metodología DMAIC pasando de un 98,77 % en promedio al 99,70 % siendo la diferencia un 0,93 % debido al control que se hizo de las unidades defectuosas. Esto concuerda con Vilela (2018) que también tuvo un incremento de la eficacia del 25,16 % que paso del 71,40 % promedio al 96,56 % luego de aplicar las mejoras. Del mismo modo, Castillo (2021) en su estudio obtuvo un incremento de la eficacia del 8 % que paso del 46 % al 54 %, debido a la reducción de unidades defectuosas con los ajustes realizados tras implementar el DMAIC.
CONCLUSIONES
Primero: de acuerdo con el objetivo general planteado se pudo validar de forma estadística la variable productividad, que tras la implementación de la metodología DMAIC se logró pasar del 92,32 % al 94,07 %,considerando que se establecieron mejoras en los tiempos de las acciones del procedimiento de elaboración de manufactura, se estandarizaron los tiempos de actividades que lo requerían, se realizó el mantenimiento respectivo a la maquinaria y estableció un promedio de unidades a producir, que paso de 350 unidades con 24,5 Kg de cacao a 357 unidades con 24 kg de cacao con las mejoras realizadas, de esta forma se logró optimizar la materia prima y del mismo modo la productividad en la organización.
Segundo: con el desarrollo de las 5 etapas del ciclo del DMAIC se logró determinar que es una herramienta que ayuda a analizar los problemas que existen y ayuda a buscar soluciones para aumentar la calidad de los procedimientos de manufactura, gracias a esta herramienta aplicado en la organización del presente estudio se logró incrementar el nivel sigma en un 14,29 % que paso de 4,2 a un nivel de 4,8 debido a que con las mejoras se evitó exceder los límites de unidades defectuosas.
Tercero: respecto a la eficiencia la organización logró pasar de 93,47 % promedio al 94,36 % en promedio considerando que se redujo el tiempo real dedicado a la producción en 8 minutos destinándolo a la actividad de limpieza y se optimizó el tiempo del proceso de manufactura.
Cuarto: en cuanto a la eficacia el cambio fue de 98,77 % al 99,70 % teniendo un incremento de 0,93 % en promedio, debido a que se optimizo el tiempo del proceso y con las mejoras realizadas se incrementó las unidades producidas con menor despilfarro de la materia prima.
RECOMENDACIONES
Primero: se recomienda programar el uso de la metodología DMAIC y sus herramientas para que se realice de forma constante para tener un control de la productividad en el área de manufactura. Del mismo modo, utilizar otras herramientas para medir otros procesos, con la finalidad de realizar mejoras ante un mercado que permanece en un constante cambio.
Segundo: se sugiere que para el futuro se implemente más herramientas del Six Sigma como es la metodología de las 5s en el área de producción, porque es importante mantener y mejorar el estado de la empresa con la reducción del despilfarro de materia prima y de los tiempos de trabajo.
Tercero: se sugiere conservar el mantenimiento preventivo denominado reactivo de la maquinaria del área de producción, que consiste en realizar el diagnóstico y mantenimiento de las mismas, con el fin de conservar la eficiencia, evitar retrasos en el proceso, evitar la merma de la materia prima, y el deterioro de este activo.
Cuarto: se recomienda que la empresa pueda establecer una cantidad de productos programadas para tener un control en cuanto a la eficacia del procedimiento de manufactura, para que de esta forma se llegue a cumplir con los requerimientos de los clientes, tener las cantidades adecuadas, evitando la acumulación de productos y que estos excedan la capacidad de espacio destinado para los chocolates orgánicos.
REFERENCIAS BIBLIOGRÁFICAS
1. Alegría, P. (2021). Aplicación de la metodología Six Sigma para reducir tiempos de permanencia de la flota vehicular de una empresa de transporte de cargo en el distrito de Santa Anita. [Tesis para optar Título Profesional de Ingeniero Industrial]. Universidad Nacional Mayor de San Marcos. Facultad de Ingeniería Industrial. Escuela Profesional de Ingeniería Industrial. https://hdl.handle.net/20.500.12672/17736
2. Alvarez MK, Montano M de las NV. The quality of education, a concern beyond the classroom space. Seminars in Medical Writing and Education 2024;3:52-52. https://doi.org/10.56294/mw202452.
3. Aquino, S., Novillo, G., & Tierra, L. (2018) Mejora de la calidad de los procesos en la sección de estructuras con metodología seis sigma. Caso aplicado industria carrocera de buses. Revista digital de Medio Ambiente “Ojeando la agenda”, 37-55. https://dialnet.unirioja.es/servlet/articulo?codigo=6379106
4. Araneo J, Escudero FI, Arbizu MAM, Trivarelli CB, Dooren MCVD, Lichtensztejn M, et al. Wellness and Integrative Health Education Campaign by undergraduate students in Music Therapy. Community and Interculturality in Dialogue 2024;4:117-117. https://doi.org/10.56294/cid2024117.
5. Aveiro-Róbalo TR, Pérez-Del-Vallín V. Gamification for well-being: applications for health and fitness. Gamification and Augmented Reality 2023;1:16-16. https://doi.org/10.56294/gr202316.
6. Baez MLB, Ramos SM, Vasquez E del V. Traditional Medicine in Latin America: a holistic approach to health. Community and Interculturality in Dialogue 2024;4:120-120. https://doi.org/10.56294/cid2024120.
7. Barbaran JPC, Cuitiño RL, Gómez NS, Jaramillo CE, Meza AS, Nieto IB. Death as a thread of Cultural and Religious Identity. Community and Interculturality in Dialogue 2024;4:96-96. https://doi.org/10.56294/cid202496.
8. Behar, D. (2008). Metodología de la Investigación. Ediciones Shalom.
9. Cantaro JCC, Tello JDLCH, Ruiz GEZ, Claudio BAM. Leadership styles and organizational climate among employees in Lima, Peru. Health Leadership and Quality of Life 2023;2:36-36. https://doi.org/10.56294/hl202336.
10. Carlos, C., Martínez, J., y García, E. (2019). Efecto de Seis Sigma en el Almacén de una Empresa Manufacturera. Conciencia Tecnológica, 1(58), 32-39. https://www.redalyc.org/articulo.oa?id=94461547005
11. Carrillo, M., Peralta, J., Severiche, C., Ortega, V., & Vargas, L. Reducción de ruido industrial en un proceso productivo metalmecánico: Aplicación de la metodología DMAIC de Lean Seis Sigma. Entre Ciencia e Ingeniería, 15(30), 41-48. https://doi.org/10.31908/19098367.1819
12. Castillo JIR. Aumented reality im surgery: improving precision and reducing ridk. Gamification and Augmented Reality 2023;1:15-15. https://doi.org/10.56294/gr202315.
13. Castillo, M (2021). Aplicación de la Metodología Lean Six Sigma para reducir los costos de producción en el proceso de fabricación de transformadores de baja tensión en la empresa NIUSA S.A.C. [Tesis para optar Título Profesional de Ingeniero Industrial]. Universidad tecnológica del Perú. Facultad de Ingeniería. https://repositorio.utp.edu.pe/bitstream/handle/20.500.12867/4685/M.Castillo_Trabajo_de_Suficiencia_Profesional_Titulo_Profesional_2021.pdf?sequence=1&isAllowed=y
14. Castillo-Gonzalez W, Lepez CO, Bonardi MC. Augmented reality and environmental education: strategy for greater awareness. Gamification and Augmented Reality 2023;1:10-10. https://doi.org/10.56294/gr202310.
15. Colina, F., & Albites, José. (2020). Aprendizaje e innovación: retos en las organizaciones del siglo XXI. Desde el Sur, 12(1), 167-176. http://dx.doi.org/10.21142/des-1201-2020-0011
16. Dembinski, S. (28 de mayo de 2010). Seis sigma (six sigma) en la industria de servicios. Gestiopolis. https://www.gestiopolis.com/seis-sigma-six-sigma-industria-servicios/
17. Diseiye O, Ukubeyinje SE, Oladokun BD, Kakwagh VV. Emerging Technologies: Leveraging Digital Literacy for Self-Sufficiency Among Library Professionals. Metaverse Basic and Applied Research 2024;3:59-59. https://doi.org/10.56294/mr202459.
18. Escalante GN, Ganz RN, Minetti DLM. Influence of culture on disease perception. Community and Interculturality in Dialogue 2024;4:94-94. https://doi.org/10.56294/cid202494.
19. Febré-Vergara N, Mondaca-Gómez K, Cartagena-Ramos D, Méndez-Celis P, Muñoz-Cáceres V, Chepo-Chepo M. Lesiones por presión de origen hospitalario y factores que afectan su desarrollo: estudio multicéntrico. Salud, Ciencia y Tecnología 2024;4:604-604. https://doi.org/10.56294/saludcyt2024604.
20. Garros M, Rolando AL, Ponce J, Ovejero S, Toranzos HA. Systemic analysis of the vaccination program in Argentina. Health Leadership and Quality of Life 2023;2:32-32. https://doi.org/10.56294/hl202332.
21. Gestión. (2020). Producción anual de cacao se perdería en 40% por dificultades de transporte. Gestión. https://gestion.pe/economia/produccion-anual-de-cacao-se-perderia-en-40-por-dificultades-de-transporte-cuarentena-aislamiento-social-coronavirus-appcacao-noticia/?ref=gesr
22. Gonzalez-Argote J, Castillo-González W. Performance of ChatGPT tool in the resolution of residency exams in Argentina. Seminars in Medical Writing and Education 2024;3:56-56. https://doi.org/10.56294/mw202456.
23. Gonzalez-Argote J, Castillo-González W. Problem-Based Learning (PBL), review of the topic in the context of health education. Seminars in Medical Writing and Education 2024;3:57-57. https://doi.org/10.56294/mw202457.
24. Gonzalez-Argote J. A Bibliometric Analysis of the Studies in Modeling and Simulation: Insights from Scopus. Gamification and Augmented Reality 2023;1:5-5. https://doi.org/10.56294/gr20235.
25. Guimarey, F., Hernández., L., & Vásquez, M.(2021) Mejora de la productividad empleando la metodología DMAIC. Rev. INGENIERÍA: Ciencia, Tecnología e Innovación, 8(2), 77-91. https://doi.org/10.26495/icti.v8i2.1907
26. Gutiérrez, H. (2010) Calidad total y productividad. McGraw-Hill.
27. Gutiérrez, H., & De la Vara, R. (2013).Control estadístico de la Calidad y Seis Sigma (3° ed.). McGraw-Hill.
28. Haque MA, Rahman M, Faizanuddin M, Anwar D. Educational Horizons of the Metaverse: Vision, Opportunities, and Challenges. Metaverse Basic and Applied Research 2024;3:60-60. https://doi.org/10.56294/mr202460.
29. Hernández, R., & Mendoza, C. (2018). Metodología de la Investigación: Las rutas Cuantitativa, Cualitativa y Mixta. McGraw-Hill Interamericana Editores. http://repositorio.uasb.edu.bo:8080/handle/54000/1292
30. Hernández, R., Fernández, C., & Baptista, P. (2014). Metodología de la investigación (6° ed.). McGraw-Hill Interamericana Editores. https://www.uca.ac.cr/wp-content/uploads/2017/10/Investigacion.pdf
31. Herrera, R., y Fontalvo, Tomas.( 2011). Seis Sigma: Métodos estadísticos y sus aplicaciones.
32. Krishnan A, A SF, V P, Sukumar BS, K SH, Tare H, et al. Perceptions and behavioral traits of mask usage during covid-19 pandemic–a cross sectional study from Kerala. Salud, Ciencia y Tecnología 2024;4:608-608. https://doi.org/10.56294/saludcyt2024608.
33. Lepez CO. Invisible challenges in healthcare leadership. Health Leadership and Quality of Life 2023;2:35-35. https://doi.org/10.56294/hl202335.
34. Manzo-Sepúlveda F, Rodríguez-Sanhueza M, Cares-Muñoz A, López-Espinoza M. Grado de concordancia del porcentaje de masa grasa en adultos jóvenes estimada con pliegues cutáneos versus impedancia bioeléctrica. Salud, Ciencia y Tecnología 2024;4:715-715. https://doi.org/10.56294/saludcyt2023715.
35. Martínez MCH, Medina MAG. Impact of Toxic Substance Use on Quality of Life in Adolescents. Health Leadership and Quality of Life 2024;3:42-42. https://doi.org/10.56294/hl202442.
36. Martínez, A. (2021). Impact of COVID-19 in the production, employment and digitization of companies in Guanajuato: a first approach. Nova Scientia, 13(e). https://doi.org/10.21640/ns.v13ie.2795
37. Martínez, H. (2018). Metodología de la investigación. Cengage Learning Editores. https://docplayer.es/12331518-Metodologia-de-la-investigacion-hector-martinez-ruiz-sexto-semestre.html
38. Medina, G. y Montalvo G. (2018). Mejora de la productividad mediante un sistema de gestión basado en lean Six sigma en el proceso productivo de pallets en la empresa maderera Nuevo Perú S.A.C, 2017. [Tesis para optar Título Profesional de Ingeniero Industrial]. Universidad Señor de Sipán. Facultad de Ingeniería, Arquitectura Y Urbanismo. Escuela Académico Profesional de Ingeniería Industrial. https://repositorio.uss.edu.pe/bitstream/handle/20.500.12802/5053/Medina%20Hoyos%20%26%20Montalvo%20Montalvo.pdf?sequence=1&isAllowed=y
39. Mejía DAR, López VIE. Intervención de enfermería en la movilidad física en adultos mayores. Salud, Ciencia y Tecnología 2024;4:586-586. https://doi.org/10.56294/saludcyt2024586.
40. Minetto, B.( 12 de febrero de 2019). ¿Qué es DMAIC? Blog de la calidad. https://blogdelacalidad.com/que-es-dmaic/
41. Navarro, A., Gisbert, V., & Pérez Molina, A., (2017). Metodología e implementación de Six Sigma. 3C Empresa: investigación y pensamiento crítico, 73-80. http://dx.doi.org/10.17993/3cemp.2017.especial.73-80
42. Niebel , B. (2009). Ingeniería industrial: métodos, estándares y diseños de trabajo (12° ed.). McGraw-Hill.
43. P LR. Innovating in Mental Health: Metacognitive Psychotherapy. Interdisciplinary Rehabilitation / Rehabilitacion Interdisciplinaria 2024;4:74-74. https://doi.org/10.56294/ri202474.
44. Pérez, J. (2004). Gestión por procesos: para mejorar la gestión de la organización. Esic.
45. Pregowska A, Osial M, Gajda A. What will the education of the future look like? How have Metaverse and Extended Reality affected the higher education systems? Metaverse Basic and Applied Research 2024;3:57-57. https://doi.org/10.56294/mr202457.
46. Radaelli RC, Quipildor EM. Perception of illness and death in the nursing setting. Community and Interculturality in Dialogue 2024;4:93-93. https://doi.org/10.56294/cid202493.
47. Reyes, J. (2014). Estudio del trabajo: aplicaciones en la industria ecuatoriana . Fondo editorial Universidad Técnica de Ambato.
48. Ríos NB, Arteaga CM, Arias YG, Martínez AA, Nogawa MH, Quinteros AM, et al. Automedicación en estudiantes de Enfermería. Interdisciplinary Rehabilitation / Rehabilitacion Interdisciplinaria 2024;4:71-71. https://doi.org/10.56294/ri202471.
49. Rocha J. Terapéutica farmacológica actual para artritis reumatoide, factores para su eficacia y complicaciones asociadas: revisión sistemática. Interdisciplinary Rehabilitation / Rehabilitacion Interdisciplinaria 2024;4:76-76. https://doi.org/10.56294/ri202476.
50. Romero-Carazas R. Prompt lawyer: a challenge in the face of the integration of artificial intelligence and law. Gamification and Augmented Reality 2023;1:7-7. https://doi.org/10.56294/gr20237.
51. Saavedra MO, Ruíz GCR, Aguilar AE, Rojas JSV, Mora EHP, Miño CJP. Satisfacción estudiantil y calidad institucional en la Educación Superior en Salud. Health Leadership and Quality of Life 2024;3:43-43. https://doi.org/10.56294/hl202443.
52. Salles FLP, Basso MF, Leonel A. Smartphone use: implications for musculoskeletal symptoms and socio-demographic characteristics in students. Interdisciplinary Rehabilitation / Rehabilitacion Interdisciplinaria 2024;4:72-72. https://doi.org/10.56294/ri202472.
53. Sidiq M, Chahal A, Gupta S, Vajrala KR. Advancement, utilization, and future outlook of Artificial Intelligence for physiotherapy clinical trials in India: An overview. Interdisciplinary Rehabilitation / Rehabilitacion Interdisciplinaria 2024;4:73-73. https://doi.org/10.56294/ri202473.
54. Somos periodismo. (2021). Aumenta el consumo de café y chocolate orgánicos en el Perú durante la pandemia. Somos periodismo. https://somosperiodismo.com/aumenta-el-consumo-de-cafe-y-chocolate-organicos-en-el-peru-durante-la-pandemia/
55. Teiler, J., Traverso, M., & Bustos Fierro, C. (2021). Optimización de procesos relacionados con la gestión del inventario de una farmacia hospitalaria mediante el uso de la metodología Lean Six Sigma. Revista de la OFIL , 31(1), 58-63. https://scielo.isciii.es/scielo.php?script=sci_arttext&pid=S1699-714X2021000100013
56. Torres KAB, López VIE. Estereotipos en adultos jóvenes de una comunidad hacia la vejez. Salud, Ciencia y Tecnología 2024;4:590-590. https://doi.org/10.56294/saludcyt2024590.
57. Vázquez, R. (2016) Herramientas de Calidad aplicadas en Pymes Manufactureras Automotrices y Metal-Mecánicas en el Municipio de Aguascaliente. Revista de Negocios & PyMes. 2(3), 50-63. https://www.ecorfan.org/spain/researchjournals/Negocios_y_PyMES/vol2num3/Revista_de_Negocios_&_PYMES_V2_N3_5.pdf
58. Vilela, E. (2018). Implementación de la metodología DMAIC para mejorar la productividad de productos de embalaje en la empresa Sivein S.A.C. Lima, 2018. [Tesis para optar Título Profesional de Ingeniero Industrial]. Universidad César Vallejo. Facultad de Ingeniería. Escuela Profesional de Ingeniería Industrial. https://hdl.handle.net/20.500.12692/22844
59. Vinent IMP. Corporal Expression as a broad spectrum psycho-pedagogical resource. Seminars in Medical Writing and Education 2024;3:48-48. https://doi.org/10.56294/mw202448.
60. Weller, J. (2020). “La pandemia del COVID-19 y su efecto en las tendencias de los mercados laborales”, Documentos de Proyectos, Comisión Económica para América Latina y el Caribe (CEPAL). https://repositorio.cepal.org/bitstream/handle/11362/45759/1/S2000387_es.pdf
61. Zapata RE, Guerrero EC, Montilla RE. Emerging Technologies in Education: A Bibliometric Analysis of Artificial Intelligence and its Applications in Health Sciences. Seminars in Medical Writing and Education 2024;3:49-49. https://doi.org/10.56294/mw202449.
FINANCIACIÓN
No hay financiación.
CONFLICTO DE INTERESES
Ninguno.
CONTRIBUCIÓN DE LA AUTORÍA
Conceptualización: Elizabeth Camposano-Castillo, Roberto Mañuico-Yupanqui, Brian Meneses-Claudio, Gustavo Zarate-Ruiz.
Investigación: Elizabeth Camposano-Castillo, Roberto Mañuico-Yupanqui, Brian Meneses-Claudio, Gustavo Zarate-Ruiz.
Redacción - borrador original: Elizabeth Camposano-Castillo, Roberto Mañuico-Yupanqui, Brian Meneses-Claudio, Gustavo Zarate-Ruiz.
Redacción - corrección y edición: Elizabeth Camposano-Castillo, Roberto Mañuico-Yupanqui, Brian Meneses-Claudio, Gustavo Zarate-Ruiz.