Category: STEM (Science, Technology, Engineering and Mathematics)
ORIGINAL
Numerical Analysis of the Effect of Coefficient of Friction on the Formability Behaviour of Aluminium AA1060 in the Stretch-Forming Process
Análisis numérico del efecto del coeficiente de fricción en el comportamiento de conformabilidad del aluminio AA1060 en el proceso de conformado por estirado
Ali Hussein Habeeb1 *, Aseel Hamad Abed1 *, Abdullah Hamad Singal1 *
1University of Technology. Baghdad, Iraq.
Cite as: Habeeb AH, Abed AH, Singal AH. Numerical analysis of the effect of coefficient of friction on the formability behaviour of aluminium AA1060 in the stretch-forming process. Salud, Ciencia y Tecnología - Serie de Conferencias. 2024; 3:868. https://doi.org/10.56294/sctconf2024868
Submitted: 06-02-2024 Revised: 21-04-2024 Accepted: 10-06-2024 Published: 11-06-2024
Editor:
Dr.
William Castillo-González ![]()
Note: paper presented at the 3rd Annual International Conference on Information & Sciences (AICIS’23).
ABSTRACT
In sheet metal forming processes, the success of the forming process depends on several primary parameters such as the geometry of the tool, Sheet Material Properties, and the Friction in the contact area (tool/workpiece interface). In addition, the process parameters like punch crosshead, deformation temperature, surface roughness of both punch head and sheet blank, lubricant state, and the value of the applied load. Friction in the actual contact area plays a significant effect in obtaining a high-quality part and reducing the production cost. The study provides a new idea to specify the suitable Coefficient of Friction (COF) used when forming Aluminium AA1060, taken according to Coulomb’s Friction Law and Stribeck Diagram for different lubricant states. The methodology of this research is based on the finite element analysis using ABAQUS/CAE 2020 of the Nakajima Formability Test for different Coefficients of Friction (COF) that are taken from Stribeck’s Diagram according to sheet material type, where the suitable Coefficient of Friction (COF) that achieves ISO 12004-2 condition to consider the sheet material successful in the test and valid for use in the manufacturing process. Results show that the Coefficient of Friction (COF) significantly affects the Formability behaviour and specifies the Location of Tearing (crack), where at higher (COF), the Formability of Aluminium AA1060 is decreased. The Tearing (crack) occurs near the circumference of the sample. Consequently, the sample was considered failed in the test and invalid to use in manufacturing processes. At the same time, when (COF) is low, the Formability of the sheet material increases, and tearing occur near the centre of the sample apex, so the sample is considered successful in the test and valid to use in the manufacturing process according to ISO 12004-2.
Keywords: Nakajima Formability Test; Coefficient of Friction; ISO12004-2; Tearing; Coulomb Friction Law; Stribeck Diagram; Forming Limit Diagram.
RESUMEN
En los procesos de conformado de chapa metálica, el éxito del proceso de conformado depende de varios parámetros principales como la geometría de la herramienta, las propiedades del material de la chapa y la fricción en la zona de contacto (interfaz herramienta/pieza). Además, los parámetros del proceso como el travesaño del punzón, la temperatura de deformación, la rugosidad superficial tanto del cabezal del punzón como de la chapa, el estado del lubricante y el valor de la carga aplicada. La fricción en la zona de contacto real tiene un efecto significativo en la obtención de una pieza de alta calidad y en la reducción del coste de producción. El estudio proporciona una nueva idea para especificar el Coeficiente de Fricción (COF) adecuado utilizado al conformar Aluminio AA1060, tomado según la Ley de Fricción de Coulomb y el Diagrama de Stribeck para diferentes estados del lubricante. La metodología de esta investigación se basa en el análisis por elementos finitos utilizando ABAQUS/CAE 2020 del Ensayo de Conformabilidad de Nakajima para diferentes Coeficientes de Fricción (COF) que se toman del Diagrama de Stribeck según el tipo de material de la chapa, donde se determina el Coeficiente de Fricción (COF) adecuado que alcanza la condición ISO 12004-2 para considerar el material de la chapa exitoso en el ensayo y válido para su uso en el proceso de fabricación. Los resultados muestran que el coeficiente de fricción (COF) afecta significativamente al comportamiento de la conformabilidad y especifica la ubicación del desgarro (grieta), donde a mayor (COF), disminuye la conformabilidad del aluminio AA1060. El desgarro (grieta) se produce cerca de la circunferencia de la muestra. En consecuencia, la muestra se consideró fallida en la prueba e inválida para su uso en procesos de fabricación. Al mismo tiempo, cuando (COF) es bajo, la conformabilidad de la chapa aumenta, y el desgarro se produce cerca del centro del vértice de la muestra, por lo que la muestra se considera satisfactoria en el ensayo y válida para su uso en el proceso de fabricación según la norma ISO 12004-2.
Palabras clave: Ensayo de Formabilidad Nakajima; Coeficiente de Fricción; ISO12004-2; Desgarro; Ley de Fricción de Coulomb; Diagrama de Stribeck; Diagrama de Límite de Conformado.
INTRODUCTION
Aluminium alloy AA1060 is commercially known as pure Aluminium, containing 99,6 %. It is characterised by high corrosion resistance and is suitable for heat and electrical conductivity, so it is used in the electrical and chemical industries. It has low mechanical strength (low K and n-value) compared to other Aluminium alloys(1) consequently, the low Formability of this sheet material is the major challenge for forming Aluminium AA1060. The deformation in the Sheet Metal Forming process can be classified into drawing and bending. Drawing is also divided into stretch-forming (ϵ1>0, ϵ2<0) and deep drawing (ϵ1>0, ϵ2<0).(2) This research investigates Numerically the effect of (COF) on the Formability of sheet material behaviour by using Nakajima Formability Test, which is considered one of the stretch-forming processes. Two features characterise Sheet Metal Forming (SMF) processes: Formability and Forming Limit Diagram (FLD). These features can determine sheet material’s limited strain and capability for shaping into the required part. The Formability of sheet metals is defined as the susceptibility of sheet material to endure the applied load during deformation without defects (wrinkle, fracture, tearing, necking, etc.). In sheet metal forming, a significant feature to determine the maximum limit strain is the Forming Limit Diagram (FLD) that Keeler and Backofen invented.(3) It is a graphic representation of the relationship between the major and minor strains, where the major strain (y-axis) is always positive. In contrast, the minor strain (x-axis) is positive on the right side of the diagram, negative on the left side, and equal to zero in the middle (state of plane strain). FLD is utilised to determine the acceptable, critical, and rejected areas. To specify these areas, a curve is drawn inside the forming limit diagram. FLD, which is known as the Forming Limit Curve (FLC). The forming limit curve (FLC) is frequently used when evaluating sheet metal formability.(4) According to the international standard ISO 12004-2, determining the Forming Limit Curve (FLC) involves performing Nakajima or Marciniak tests. This research relied on the Nakajima formability Test to determine FLC and assess the Formability of the Aluminium AA1060 sheet. In sheet metal forming, finite element modelling has acquired widespread acceptance as a potent tool for designing the tools and setting the process operating parameters, both of which help to shorten the time-to-market and lower the start-up costs. To fully reap the benefits of finite element analysis, however, it is necessary to accurately simulate several obstacles, including the formability limitations and Friction conditions for sheets of Aluminium AA1060. The Coefficient of Friction is one of the most important factors that must be entered accurately in the interaction unit of the Abaqus/CAE 2020 program, as the process outputs depend on the value of the Coefficient of Friction entered into the program. This research is necessary for Stamping and designer engineers because it undergoes ISO 12004-2:2021(5) condition, which states, “Friction should be adjusted, where Tearing(crack) occurs at displacement less than 15 % away from the centre of sample apex of punch diameter used in the test”. The previous studies(6,7,8,9,10) in this field are dependent on the linear relationship of Coulomb’s Friction Law, which is valid only when normal contact pressure is not excess shear flow stress of sheet material. Then, the coefficient of friction can be taken to any constant positive value. Taking a constant value for the Coefficient of Friction (COF) does not simulate reality because any change in one of the parameters that affect friction will lead to a change in the value of COF. This research is dependent on the Stribeck diagram for different lubricant states for taking Coefficients of Friction according to sheet material type and assessing these range of Coefficient of Friction Numerically to achieve a suitable Coefficient of Friction that matches the ISO 12004-2 condition.
Material and Tensile Test
Material used in this research is Aluminium AA1060 with 1mm thickness. The Tensile test is conducted to show the important mechanical properties (σult, σy, K, n -value, r-value) and to know material behaviour under supply deformation load. The tensile test was conducted in orientations (0°,45° and 90°) to the rolling direction. The specimens are cut from the original sheet according to ASTM E8/E8M-22,(11) as shown in figure 1 and the results are shown in table 1.

Figure 1. Specimens that are used in tensile test according to ASTM E8/E8M
|
Table 1. Mechanical properties of Aluminium AA1060 |
|||||||
|
Orientation To rolling direction |
σult MPa |
σy Yield strength MPa |
Young’s Modulus E GPa |
Strength Coefficient (K) MPa |
Mean Strength Coefficient K MPa |
Strain hardening exponent n |
Mean strain hardening |
|
0° |
110 |
62 |
69 |
131,3 |
168,4
|
0,1 |
0,15 |
|
45° |
110 |
61,5 |
68,9 |
200 |
0,14 |
||
|
90° |
95 |
60 |
68 |
174 |
0,2 |
||
According to ISO 12004-2:2021,(5) the Nakajima Formability Test takes the specimens in an orientation parallel to the rolling direction for non-ferrous alloys. We depend on mechanical properties parallel to the rolling direction when entering data into the F.E. ABAQUS/EXPLICIT 2020 to match the Nakajima test analysis and obtain accurate results. The true stress-strain curve, also known as the flow curve in parallel to the rolling direction, can be represented by Ludwick Holloman’s equation 1 and figure 2.
σtru= 131,3 ϵ0,1 (MPa) (1)

Figure 2. The True stress-strain curve at parallel () to the rolling direction
Nakajima Formability Test
The Nakajima test is commonly used to determine the Forming Limit Diagram (FLD) and evaluate the Formability of sheet material because of its ease of use, quick setup time, cheap cost, and readily available equipment.(12) Figure 3 schematically illustrates the die and specimen used in the Nakajima test to determine (FLD). Strain paths from equal-biaxial stretching to uniaxial tension were obtained by considering various specimen geometries, as defined by the ISO 12004-2 standard. Table 2 provides the suggested test specimen geometry.
|
Table 2. Specimens dimensions used to build up (FLC) (All dimensions in: mm) |
|||||||
|
Specimen number |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
a |
20 |
40 |
60 |
80 |
100 |
120 |
156 |
|
b |
30 |
50 |
70 |
100 |
120 |
150 |
156 |
|
c |
100 |
80 |
70 |
50 |
30 |
0 |
0 |

Figure 3. (a) Schematic Nakajima die (dimensions in mm) (b) Schematic specimens used to build up (FLD)

Figure 4. The Nakajima die with three hemispherical punches and six circular Aluminium AA1060 blanks
The process conditions that are used to build up (FLD) according to ISO 12004-2 are shown in table 3. The specimens after deformation and the FLD of Aluminium AA1060 are shown in figure 4a and figure 4b respectively. The FLD was built up according to Hecker’s method.(13)
|
Table 3. Process conditions that are used to build up FLD |
|
|
|
Action |
|
Punch velocity |
2mm/sec |
|
Specimens’ direction |
Toward the shaft length c (parallel to the rolling direction |
|
Lubricant condition |
grease oil |
|
Test temperature |
27 °C |
|
Punch load |
100 KN |
|
Punch roughness |
Punch conduct grinding and polishing on it (Ra: 0,05 um≥) |
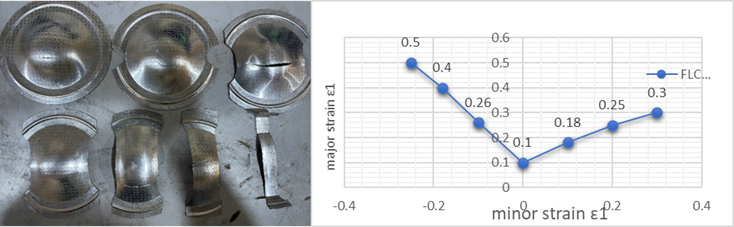
a b
Figure 5. a) Specimens that are used to build up FLD according to ISO 12004-2 b) Forming Limit Diagram (FLD) of Aluminium alloy AA1060
Finite Element analysis
The use of finite element modelling has been common in Sheet Metal Forming (SMF) as a successful method for tool design and process parameter determination, resulting in decreased production and start-up costs. The effectiveness of using finite element analysis is based upon the correct representation of several factors, particularly the Formability limitations and Friction conditions of Aluminium alloy AA1060.(14)
The dynamic explicit analysis of the main geometry
Blank is discretized by shell elements four nodes reduced integration:
· Shell thickness = 1mm
· Number of elements = 1600
· Minimum element size = 125 mm
· Number of integration points/thickness = 6
Tools are discretized by rigid shell four-node:
· Number of elements punch =1400
· Number of elements die = 1100
· Number of elements blank holder =1100
· Contact method = penalty with different friction coefficients (0,1, 0,15, 0,2, 0,25, 0,27, and 0,3)
· Velocity = 1m/sec
· Total time = 0,1 sec
· Total displacement of the punch = 100 mm
The methodology of process analysis by using the finite element modelling of ABAQUS/EXPLICIT 2020 is based on the analysis of the Nakajima Formability Test Numerically. This analysis depended on the linear relationship of Coulomb’s Friction law(15) and the Stribeck diagram for different states of lubrication, as shown in figure 6.(16)

Figure 6. Stribeck diagram for different states of lubrication, with g dynamic viscosity, v sliding speed, p pressure/surface pressure
As shown in figure 6, there are four lubricant conditions (Dry, Boundary, Mixed, and Hydrodynamic) lubrication, and each type of lubricant condition is used with a special case or special materials. In the case of Aluminium alloys, Boundary lubrication is used with these sheet materials, where this lubricant condition is used with materials that create an oxide layer when touching with air, such as Aluminium.(16) In boundary lubrication, the Coefficient of Friction (COF) is between (0,1- 0,3). We entered this coefficient range in ABAQUS/EXPLICIT 2020 to determine the suitable coefficient of friction that achieves ISO 12002-2 conditions (Friction should be adjusted so Tearing (crack) occurs at displacement less than 15 % away from the centre of the sample apex of punch diameter used in the test). Since the punch diameter that is used in the test is 99 mm, the crack should occur at a distance less than 14,85 mm from the centre of the sample apex to consider the sample successful in the test and valid for use in the manufacturing process.
Figures 7, 8, 9, 10, 11 and 12 show the simulating results of various (COFs) according to boundary lubrication (0,1, 0,15, 0,2, 0,25, 0,27, and 0,3).

Figure 7. Simulation of Aluminium AA1060 sample shows the Formability and crack location when the (COF) (μ= 0,3)
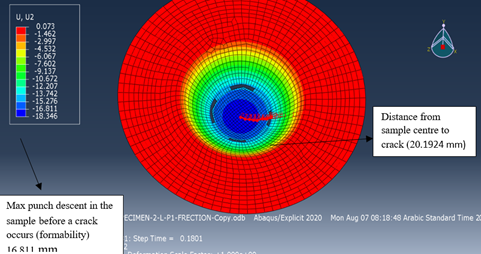
Figure 8. Simulation of Aluminium AA1060 sample shows the Formability and crack location when the (COF) (μ= 0,27)
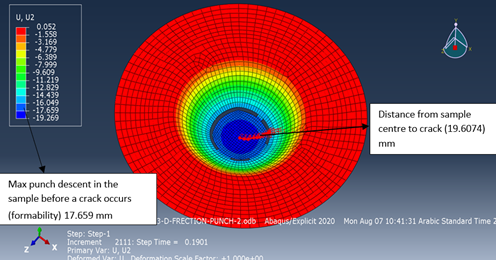
Figure 9. Simulation of Aluminium AA1060 sample shows the Formability and crack location when the (COF) (μ= 0,25)

Figure 10. Simulation of Aluminium AA1060 sample shows the Formability and crack location when the (COF) (μ= 0,2)

Figure 11. Simulation of Aluminium AA1060 sample shows the Formability and crack location when the (COF) (μ= 0,15)
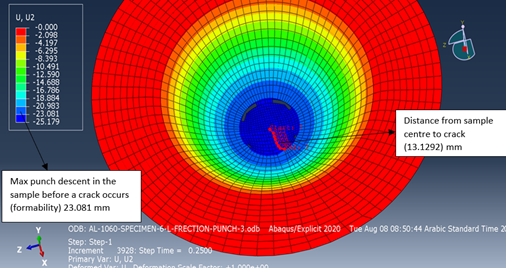
Figure 12. Simulation of Aluminium AA1060 sample shows the Formability and crack location when the (COF) (μ= 0,1)
|
Table 4. Numerical simulation Results of Effect Friction on Formability and Location of Tearing of Aluminium AA1060 |
||
|
COF |
Formability (mm) |
Location of Tearing (mm) |
|
0,3 |
15,846 |
21,7018 |
|
0,27 |
16,811 |
20,1924 |
|
0,25 |
17,659 |
19,6074 |
|
0,2 |
21,409 |
16,831 |
|
0,15 |
22,192 |
14,0702 |
|
0,1 |
23,081 |
13,129 |

Figure 13. The relationship between the punch’s descent and Tearing Location, which shows the effect change in the Coefficient of Friction on it
DISCUSSION
According to ISO 12004-2, the sheet material is considered successful in the test and valid for use in manufacturing if the Tearing (crack) occurs at a displacement less than 15 % away from the centre of the sample apex of the punch diameter used in the test. Since the punch diameter is 99 mm, the sheet material is valid for manufacturing if a crack occurs at a distance less than 14,85 mm from the centre of the sample apex. The numerical simulation results show:
1. When the Coefficient of Friction (COF) increases, the formability of Aluminium AA1060 sheet material decreases, and Tearing (crack) occurs far from the centre of the sample apex (approximately near the circumference of the blank sample) because when punch attach with sheet blank at the beginning of deformation process is stretching over punch profile radius and when punch descent in blank the process become stretching and sliding where this sliding push the crack to the circumference of blank when the friction increased.(17) So, the sample is considered failed in the test and invalid to use in the manufacturing process.
2. Friction in the actual contact area controls the Location of the Tearing, where high friction makes the Tearing occur near the circumference of the blank sheet. In contrast, when there is less friction, Tears occur near the centre of the sample apex.
3. The Numerical results shown in table 4 indicate that the Coefficient of Friction (COF) (0,15 and 0,1) led to a crack occurring at a distance less than 14,85 mm from the centre of the sample apex. Consequently, these values of COF are suitable to deform Aluminium AA1060.
CONCLUSIONS
Friction is one of the most important parameters that influence the Sheet Metal Forming Processes, and friction control is a complex operation because many parameters impact friction in the actual contact area (Punch/sheet blank interface). Many researchers have studied the effect of friction in the sheet metal forming process, and most works are dependent on the Coulomb friction law, and they assumed the coefficient of friction is constant. This assumption gives inaccurate information because a little change in one of the process parameters led to an alteration in the value of the Coefficient of Friction.
This study presents a new method to determine the suitable Coefficient of Friction value for Aluminium AA1060, where this Aluminium alloy has a minimum strength to deformation, so it isn’t easy to reach the required formability. This method depends on the analysis of the Nakajima Formability Test Numerically. It enters (into ABAQUS) various Coefficient of Friction (COF) values according to the values of boundary lubrication taken from the Stribeck Diagram.
BIBLIOGRAPHIC REFERENCES
1. Peng, Y., Zhang, Q., Wen, L., Xie, Z., Huang, B., Hu, S., ... & Wei, C. (2022). An investigation into microstructures and mechanical properties of 1060 pure aluminium during submerged friction stir processing at a high rotating speed. Metals, 12(2), 201.
2. Pomey G (1976) Formability of thin sheet, Vols 1–3, Collection I.R.S.I.D.-O.T.U. A, Paris (in French)
3. Keeler, S. P. (1961). Plastic instability and fracture in sheets stretched over rigid punches (Doctoral dissertation, Massachusetts Institute of Technology).
4. Panich S, Liewald M and Uthaisangsuk V. Stress and strain-based fracture forming limit curves for advanced high strength steel sheet. Int J Mater Form 2018; 11: 643–661.
5. Iso 12004-2:2021Metallic materials — Determination of forming-limit curves for sheet and strip —Part 2: Determination of forming-limit curves in the laboratory
6. Slota, J., & Šiser, M. (2018). Influence of friction condition on failure location of AA5754 aluminium sheet in Nakajima test. Advances in Mechanical and Materials Engineering, 35(298 (1)), 57-66.
7. Manikandan, G., Verma, R. K., & Biswas, P. (2015). Effect of friction in stretch forming and its influence on the forming limit curve. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 229(6), 973-981.
8. Kasaei, M. M., & Oliveira, M. C. (2022). Influence of the contact with friction on the deformation behaviour of advanced high-strength steels in the Nakajima test. The Journal of Strain Analysis for Engineering Design, 57(3), 193-207.
9. Tekaut, İ. (2019). The effects of friction coefficient on formability behaviour of dual phase steel. Materials Research, 22.
10. Zhang, L., Min, J., Carsley, J. E., Stoughton, T. B., & Lin, J. (2017). Experimental and theoretical investigation on the role of friction in Nakazima testing. International Journal of Mechanical Sciences, 133, 217-226.
11. ASTM E8/E8M-22 Standard Test Methods for Tension Testing of Metallic Materials Jul 19, 2022
12. Nakajima K, Kikuma T, Hasuka K (1971) Study on the formability of steel sheets. Yawata Technical Report No. 284, 678–680.
13. Hecker SS (1975) Simple technique for determining forming limit curves. Sheet Metal Industries 52:671–676.
14. Aljibori, H. S. S., & Hamouda, A. M. (2009). Finite element analysis of sheet metal forming process.
15. Desplanques, Y. (2015). Amontons-Coulomb friction laws, a review of the original manuscript. SAE International Journal of Materials and Manufacturing, 8(1), 98-103.
16. Folle, L. F., dos Santos Silva, B. C., Batalha, G. F., & Coelho, R. S. (2022). The role of friction on metal forming processes.
17. Johnson, W., & Mellor, P. B. (1973). Engineering plasticity. (No Title).
FINANCING
There is no specific funding to support this research.
CONFLICT OF INTEREST
All authors reviewed the results, approved the final version of the manuscript and agreed to publish it.
AUTHORSHIP CONTRIBUTION
Conceptualization: Ali Hussein Habeeb, Aseel Hamad Abed, Abdullah Hamad Singal.
Data curation: Ali Hussein Habeeb, Aseel Hamad Abed, Abdullah Hamad Singal.
Formal analysis: Ali Hussein Habeeb, Aseel Hamad Abed, Abdullah Hamad Singal.
Research: Ali Hussein Habeeb, Aseel Hamad Abed, Abdullah Hamad Singal.
Methodology: Ali Hussein Habeeb, Aseel Hamad Abed, Abdullah Hamad Singal.
Drafting - original draft: Ali Hussein Habeeb, Aseel Hamad Abed, Abdullah Hamad Singal.
Writing - proofreading and editing: Ali Hussein Habeeb, Aseel Hamad Abed, Abdullah Hamad Singal.