Category: STEM (Science, Technology, Engineering and Mathematics)
ORIGINAL
Processing of Hematite Ore by using Magnetizing Reduction Roasting and Magnetic Separation
Procesamiento del mineral de hematites mediante la reducción por magnetización, la tostación y la separación magnética
Zahraa Khalil Baqer1 *, Mohammed Hliyil Hafiz2 *, Firas Farhan Sayyid1 *
1Department of Production Engineering and Metallurgy, College of Engineering, Technology University. Baghdad, Iraq.
2Department of Oil and Gas, College of Engineering, Basra University of Oil and Gas. Basra, Iraq.
Cite as: Baqer ZK, Hliyil Hafiz M, Farhan sayyid F. Processing of Hematite Ore by using Magnetizing Reduction Roasting and Magnetic Separation. Salud, Ciencia y Tecnología - Serie de Conferencias. 2024; 3:832. https://doi.org/10.56294/sctconf2024832
Submitted: 25-01-2024 Revised: 06-04-2024 Accepted: 02-06-2024 Published: 03-06-2024
Editor: Dr.
William Castillo-González ![]()
Note: Paper presented at the 3rd Annual International Conference on Information & Sciences (AICIS’23).
ABSTRACT
Magnetic separation is a common method for processing low-grade iron ore, removing naturally occurring magnetic iron from nonmagnetic materials, with reduction roasting followed by magnetic separation showing promise for recovering iron values. In this study, hematite ore was processed by crushing, grinding, sieving, and dividing the samples into two groups. The first group consisted of samples for reduction (roasting), where 50g of the ore were mixed with coal in proportions of 0,25 inside a crucible, placed inside an electrical furnace at a temperature of 700°C for 60 min, and then separated magnetically. The second group consisted of samples that were magnetically separated. As the results of the first group showed, the iron grade increased from 30,36 % Fe to 60,12 % Fe, and the recovery reached 84,31 %, with a noticeable decrease in the percentage of impurities. As for the second group, the iron grade increased from 30,36 % Fe to 45,08 % Fe, and the recovery was 75,22 %. From the results, noticed that the results of the first group were higher than those of the second group. Therefore, it was concluded that magnetic reduction (roasting) increased the magnetic susceptibility of hematite and thus increased the grade and recovery, so the final concentrate can be used for the processes necessary to create iron and steel suitable for the necessary industrial requirements.
Keywords: Hematite; Processing; Magnetizing Reduction; Magnetic Separation; Iron Upgrade; Recovery.
RESUMEN
La separación magnética es un método común para procesar el mineral de hierro de baja ley, extrayendo el hierro magnético natural de los materiales no magnéticos, siendo la tostación por reducción seguida de la separación magnética prometedora para recuperar los valores de hierro. En este estudio, el mineral de hematites se procesó triturándolo, moliéndolo, tamizándolo y dividiendo las muestras en dos grupos. El primer grupo consistió en muestras para reducción (tostación), donde 50g del mineral se mezclaron con carbón en proporciones de 0,25 dentro de un crisol, se colocaron dentro de un horno eléctrico a una temperatura de 700°C durante 60 min, y luego se separaron magnéticamente. El segundo grupo estaba formado por muestras separadas magnéticamente. Como mostraban los resultados del primer grupo, el grado de hierro aumentó de 30,36 % Fe a 60,12 % Fe, y la recuperación alcanzó el 84,31 %, con una notable disminución del porcentaje de impurezas. En cuanto al segundo grupo, el grado de hierro aumentó de 30,36 % Fe a 45,08 % Fe, y la recuperación fue del 75,22 %. A partir de los resultados, se observó que los resultados del primer grupo eran superiores a los del segundo. Por lo tanto, se llegó a la conclusión de que la reducción magnética (tostación) aumentó la susceptibilidad magnética de la hematites y, por lo tanto, aumentó la ley y la recuperación, de modo que el concentrado final puede utilizarse para los procesos necesarios para crear hierro y acero adecuados a los requisitos industriales necesarios.
Palabras clave: Hematites; Procesamiento; Reducción Magnetizante; Separación Magnética; Mejora del Hierro; Recuperación.
INTRODUCTION
As is well known, iron has been used by people from the beginning of time. The availability of iron determines a country’s economic and social development.(1) Iron is undoubtedly the most common and important metal on Earth, despite being only the fourth most common element in Earth’s crust. The core is where iron is most concentrated.(2) Iron ore deposits, which supply the basic elements needed to make iron, are widely dispersed over the globe.(3) Iron is obtained from ores where it primarily exists as oxides, such as ( hematite (Fe2O3), magnetite (Fe3O4), or goethite (Fe2O3.H2O), with siderite (FeCO3) sometimes present in small quantities. Iron ore can be found in a variety of locations around the world, including (Austria, India, South Africa, England, Brazil, china, Iran, Iraq, and Canada).(4,5) The Al-Hussainiyat deposits, which lie near the town of Rutba, and the older Ga’ara Formation, are the two primary ironstone deposits in Iraq. The Ga’ara Depression and AlHussainiyat’s ironstone deposits have been the subject of intensive research by the Iraq Geological Survey since the 1980s. The Al- Hussainiyat Deposit and the Ga’ara both contain low-grade iron ores, the study’s findings indicate. Iron concentration averages 26 % Fe in low-grade sedimentary deposits from Iraq’s Al- Hussayniat iron ore. Al- Hussaynait low grade iron ore has undergone several beneficiation processes during the past 25 years. These operations have been explored using a variety of physical techniques. Current beneficiation studies are primarily concerned with figuring out whether it is feasible to improve the iron ore from Al Hussainiyat in order to produce iron concentrate for use as a feed in a conventional blast furnace or a direct reduction process to manufacture iron and steel.(6,7) The quantity and kind of impurities present in the ore body significantly impact how iron ores are processed.(8) The mineralogical composition, the liberation size, and the interactions between various components (iron, silica, alumina, etc.) are all factors that are considered in low-grade iron ore valuation studies.(9) On the other hand, low-grade hematite ores must be improved to reach the required iron content, which necessitates more involved ore beneficiation procedures.(4) Due to their high proportion of silica, soft nature, and special mineralogical characteristics, low-grade iron ores present many processing and usage difficulties. In order to get rid of gangue minerals and improve the grade of low-quality iron ores, beneficiation makes sense.(9,10) It is frequently necessary to crush and grind the iron ore to separate iron minerals from gangue minerals. The ore is initially crushed and then ground to the appropriate fineness. In order to sort ore particles by size, from largest to smallest, sieve analysis is performed. Particle size is an important element in mineral enrichment. Using sieves with individually sized apertures (openings), ore particles are separated based on size using this technique. The production of fine particles from excessive grinding lowers product quality and recovery while also raising processing costs.(11,12,13) The most common application of magnetic separation is to separate magnetic iron ore such as magnetite and hematite from a variety of weaker or nonmagnetic materials. Since the magnetic separation process combines the benefits of high throughput and low operating cost with being ecologically friendly, it is crucial for upgrading such low-grade iron ores.(4) The most efficient unit operation for treating iron ores that respond poorly to traditional beneficiation techniques like froth flotation, gravity concentration, and direct magnetic separation is magnetizing roasting. Exposing the ore to the necessary environment at high temperatures, it includes transforming the weakly magnetic iron minerals in an ore to their magnetic forms. The resulting synthetic magnetite (or magnetic -Fe2O3) is subsequently magnetically isolated from the nonmagnetic gangues by magnetic separation.(14) Chemical reactions that lead to the reduction of hematite to magnetite are described in Equations (1-3):(3,15,16,17)
C + O2 → CO2 (1)
CO2 + C → 2CO (2)
3Fe2O3 + CO → 2Fe3O4 + CO2 (3)
The availability of technology for metal mining is critical to the global economy. In the twenty-first century, clean technology has grown and developed as a result of the extensive use of minerals.(18,19,20) The research aims to treat hematite ore to increase the liberation of iron metal and to study the possibility of upgrading hematite ore by increasing the percentage of iron in the ore and recovery by using magnetizing reduction (roasting) and magnetic separation.
MATERIALS AND METHODS
Material
Hematite, an iron ore, was recovered and gathered from Wadi Al-Hussainiyat, northeast of Rutba (Anbar, Iraq), and was the substance employed in this experiment. To provide an acceptable range of particle sizes for use in other subsequent processes, like physical separation and physicochemical separation, and also to separate valuable minerals from connected gangue minerals, one of the most expensive parts of mineral processing, the sample is crushed by a jaw crusher and ground by a ball mill. X-ray fluorescence (XRF) was used to investigate the chemical makeup of the ore sample, which is found in the Ministry of Science and Technology (Baghdad, Iraq) to analyze the chemical composition of the ore sample (model XEPOS Power 100VA). Iron oxides in the form of Fe2O3 made up around 43,41 % of the sample‘s weight, according to the results of the XRF examination. The next two primary oxides were Fe (30,36 %), SiO2 (4,506 %), Al2O3 (2,043 %), and CaO (3,365 %), respectively. As can be seen in table 1, the sample also contained trace amounts of the oxides of Mn, Ti, Na, S, and Mg. It was discovered that hematite is a mineral that is rich in iron and is also inexpensive.
|
Table 1. Chemical composition of the sample by XRF |
|
|
Content (%) |
Compound |
|
30,36 |
Fe |
|
43,41 |
Fe2O3 |
|
2,043 |
Al2O3 |
|
4,506 |
SiO2 |
|
3,365 |
CaO |
|
3,442 |
MgO |
|
3,343 |
K2O |
|
3,341 |
Na2O |
|
0,18 |
S |
Methods
Crushing
As shown in figure 1, a sample was fed into a jaw crusher (Germany‘s Retsch-Allee 1-5, type BB200 rostfrei) in order to reduce its size so that it could be handled during the following procedures. The sample was charged in batches and had an approximate weight of five kilograms. Figure 2 illustrates the form of the particle size before and after the crushing process. The particle size was around (10) mm before the crushing process, but it was reduced to roughly (2) mm afterward. The sample was crushed, then it was divided using a digital balance into several samples, as shown in figure 3 and stored for use in the following operations.

Figure 1. The laboratury Jaw Crusher

Figure 2. Particle size of the sample : (a) before crushing. (b) after crushing.

Figure 3. Photograph of the prepared sample groups
Milling
In order to avoid either over-grinding or under-grinding, the choice of suitable size particles to liberate valuable minerals from associated gangue is helpful. Overgrinding has a detrimental impact on the product grade and recovery since it not only raises processing costs but also produces fine particles.(16) In this study, all samples were milled using a laboratory ball mill (Retsch-Alle 1-5, model PM100, Germany) as shown in figure 4. The grinding procedure in this research was carried out dry, and the grinding medium used was steel balls with a diameter of 2,5 cm and a total of 4 balls. In order to further reduce the size and liberate the valuable metals from impurities, and then save the samples for the next step, which is dividing the milled sample according to the size of the ore particles using sieve analysis.
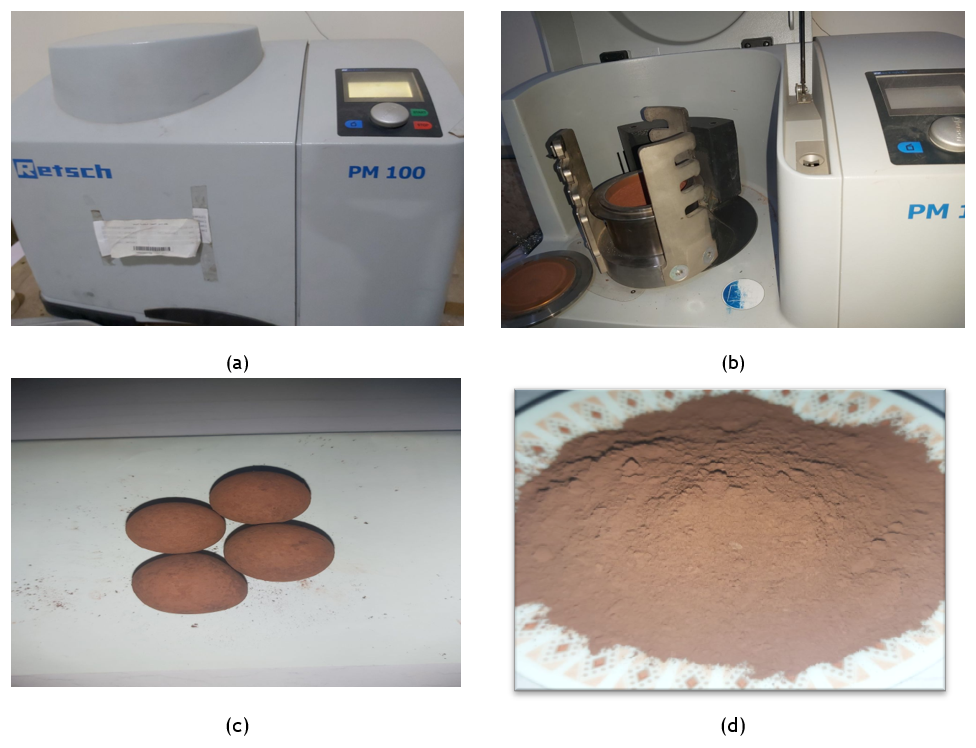
Figure 4. Photographs of the laboratory ball mill from (a) Outside. (b) Inside. (c) Ball number. (d) Ore after grind
Sieve Analysis
The raw sample (hematite) was taken for sieve analysis according to its size using laboratory vibrating sieves for a certain period, and thus the sample was divided into several sections according to the size of the particles. Sieves with aperture sizes (20, 53, 75, 106, 150, 212, 250, and pan) µm were used. It is a method of particle size analysis, according to the magnitude of the difference in powder particle sizes, a sample of the material is sent through a series of laboratory vibration test sieves (Retsch-Alle 1–5, 42781 Haan, Germany), as shown in figure 5.
The sieves selected for testing are stacked, with a coarse sieve at the top and a smaller sieve at the bottom. The screening process is usually done dry. The coarse sieve is covered to prevent particles from escaping into the atmosphere. Next, the nest is placed on a shaker and sieve for a specified period. The collected items are removed from each sieve and weighed.(16) Samples of particle size (20, 53, 75, 106, 150) µm were taken, and the samples were divided so that part of them would be used for magnetic separation and the other part would be used for magnetic roasting.

Figure 5. Photographs of
the laboratory vibrating sieves device
Magnetizing Reduction Roasting Test
On earth ore (hematite ore), magnetization reduction rousting studies were conducted utilizing locally available lignite for coal as a reducing agent. The sample of coal that was used had the following composition: max 5 % moisture, max 3 % ash, min 75 % fixed carbon, and max 14 % volatile matter. Different compositions were created by mixing ground ore and coal in known weights. It was positioned in a 100 ml porcelain crucible, which was then covered with a lid. As indicated in figure 6, the electric furnace (Carbolite, type CWF 12/13, England) and the temperature were then maintained for magnetization and the reduction of hematite to magnetite. The crucibles were taken out of the furnace. 50 grams of charged ore were used for the operations. The reduction temperature was 700 °C, the residence period was 60 minutes, and the ore‘s particle sizes (20, 53, 75, 106, and 150) µm were all examined. The ore-to-coal ratio was 1:0,25.
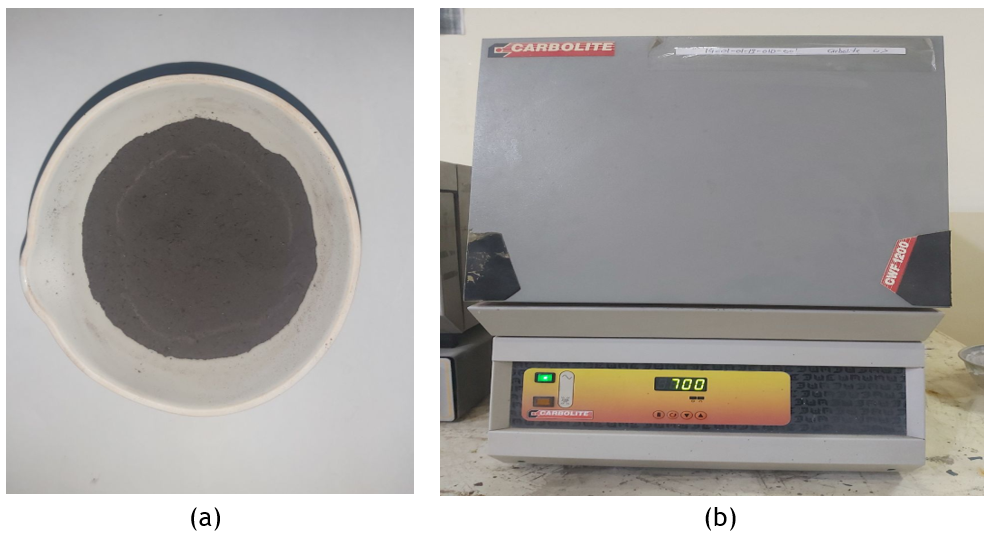
Figure 6. (a) The Electric furnace. (b) Ore processed and the crucible
Magnetic Separation Tests
Samples with different particle sizes (20, 53, 75, 106, 150) μm were taken and divided into two groups. The first group was used in the magnetic reduction roasting test, and the second group was the sample that was crushed and ground, and the two groups were taken for magnetic separation. High-intensity dry magnetic separation was used for separation and the (10,000) Gausses field strength, a local-manufactured magnetic separation device was used, as shown in figure 7.

Figure 7. Laboratory magnetic separation device
RESULT AND DISCUSSION
Effect of particle size of ore for first group and second group
The particle sizes worked at (20, 53, 75, 106, 150) µm for magnetizing reduction (roasting) studied and keeping other factors constant. The results of beneficiation tests figure 8, it was observed that the samples ground to 75µm responded most favorably to magnetic separation. The magnetizing reduction (roasting) followed by magnetic separation results showed that the ore grade improved from 50,91 % to 58,87 % as particle size decreased, while the recovery of total iron content decreased from 89,51 % to 85,86 %. However, after that both grade (55,77 %) and recovery (83,98 %), and grade (53,85 %) and recovery (80,36 %) dropped sharply probably due to finer particle size of ore. The results showed a decrease in the percentage of impurities such as Al2O3 became 0,943 %, SiO2 decreased to 2,536 %, CaO became 2,982 %, Na2O to 1,018 %, MgO to 1,231 %, K2O to 0,041 %, and S became 0,05 %.
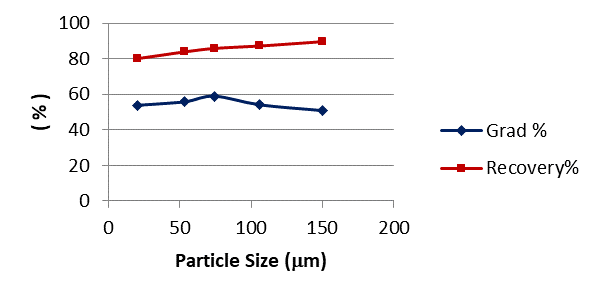
Figure 8. Impact of ore particle size on iron concentrate recovery and grade
The second group of samples with particle sizes of (20, 53, 75, 106, 150) µm were taken, which were crushed, ground, sieved, and made to the previous particle sizes, and were separated using a magnetic separation device. The grade gradually increased from 40,01 % Fe through 42,11 % Fe to 45,08 % Fe with a sharp decrease to 42,45 % Fe and also to 39,99 % Fe, for particle sizes of (150, 106, 75, 53, 20) µm as shown in figure 9. For the same particle sizes, a gradual decrease in recovery was observed from 79,38 % from 78 % to 75,22 %, and then a slight decrease through 73,85 % to 70,44 %. This is due to the decrease in the size of the particles and their being more finer. The research results are consistent with the results of previous research, such as (S. Nasir and M. Arif Bhatti, 2021).
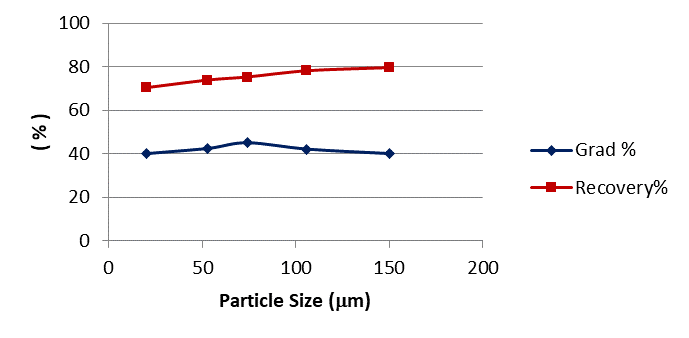
Figure 9. Impact of ore particle size on iron concentrate recovery and grade
Effect of Magnetic Separation
Between 1,000 to 3,000 gausses of the magnetic field are used in low-intensity magnetic separators.(18) For magnetite ore, low intensity magnetic separation techniques are typically utilized as a low-cost and efficient separation technique. Only very magnetic materials, like magnetite, can be captured using this technique. Up to 20,000 gausses of field strength are used in high-intensity separators. Hematite, ilmenite, and siderite are examples of weakly magnetic iron minerals that can be separated from less magnetic or non-magnetic gangue material using this technique.(11,19) high-intensity magnetic separation tests showed that ore contained mainly hematite as iron ore bearing mineral as only 30,36 % Fe corresponding to magnetite was recovered by high-intensity magnetic separation. The magnetic separation of the first group confirms it was more effective than the second group because the percentage of iron grade in the first group was increased. Therefore, the magnetic separation is more effective and efficient revealing that when the percentage of iron is increased, its recovery increases during the magnetic separation. The conditions for the first group depict that when the ore grade is 30,36 % Fe, the mass percent of pulverized coal as a reducing agent is 25 %, reduction temperature is 700℃, reduction time is 60 min and particle size is 75 micron. The iron concentrate can be got after a high-intensity magnetic separation, whose grade is 60,12 % Fe and recovery is 84,19 %. The research results are consistent with the results of previous research, such as (S. Nasir and M. Arif Bhatti, 2021) and ( F. Dehghani and else, 2022).
CONCLUSION
The hematite ore underwent crushing, grinding, and screening and was then divided into two groups. One group utilized samples for magnetic separation, while the other group employed samples to enhance magnetic susceptibility through reduction (roasting), followed by magnetic separation. The results of the experimental study revealed that magnetizing reduction, or roasting, combined with magnetic separation significantly increased the iron grade from 30,36 % Fe to 60,12 % Fe, with a recovery rate of 84,31 %. In contrast, the second group, which underwent magnetic separation alone, saw an iron percentage increase to 45,08 % Fe, with a recovery rate of 75,22 % at a particle size of 75μm, gradually decreasing thereafter. Comparing the two groups, the first group yielded higher results, indicating that magnetizing reduction (roasting) before magnetic separation enhances the ore grade. The resulting ore concentrate is of exceptional quality and can be directly used as feedstock for steel and iron production. This method offers the advantages of cost-effectiveness, simplicity, and environmental friendliness.
Nomenclature
g Gram (unit of measure for mass)
min Minute (unit of measuring time)
Greek symbols
m Micrometer (unit for measuring the size of particles)
ACKNOWLEDGEMENTS
The authors express their gratitude for the scientific and moral support provided by the Mineral Extraction Branch in the Department of Production and Mineral Engineering, College of Engineering, University of Technology (Baghdad-Iraq) to complete the study requirements.
REFERENCES
1. R. J. Holmes, Y. Lu, and L. Lu, Introduction: Overview of the global iron ore industry, Iron Ore Mineral. Process. Environ. Sustain., Elsevier, (2022) 1-56. doi: 10.1016/B978-0-12-820226-5.00023-9.
2. E. R. Ramanaidou and M. A. Wells, Sedimentary Hosted Iron Ores, 2nd ed., vol. 13, no. March. Elsevier Ltd., 2013. doi: 10.1016/B978-0-08-095975-7.01115-3.
3. S. K. Roy, D. Nayak, and S. S. Rath, A review on the enrichment of iron values of low-grade Iron ore resources using reduction roasting-magnetic separation, Powder Technol., 367 (2020) 796-808. doi: 10.1016/j.powtec.2020.04.047.
4. L. O. Filippov, V. V Severov, and I. V Filippova, An overview of the beneficiation of iron ores via reverse cationic flotation, Int. J. Miner. Process., 127 (2014) 62-69. doi: 10.1016/j.minpro.2014.01.002.
5. J. Tuo and F. Zhang, Journal of Management Science and Engineering Modelling the iron ore price index : A new perspective from a hybrid data reconstructed EEMD-GORU model, J. Manag. Sci. Eng., 5 (2020) 212-225. doi: 10.1016/j.jmse.2020.08.003.
6. F. H. Tobia, K. S. Al-Bassam, and M. Y. Tamar-Agha, the Sedimentary Ironstone Deposits in the Western Desert of Iraq: an Overview, Iraqi Bull. Geol. Min., Special (2019) 101-124.
7. S. N. Abdullah and A. W. A. Al-Ajeel, Effect of Some Alkali Additives on the Reducibility of AL-HUSSINIYAT Iron Ore, from Iraqi Western Desert, Iraqi Bull. Geol. Min., 5 (2009) 119-131.
8. Ö. ÖZCAN, A. A. HARZANAGH, E. C. ORHAN, and Ş. L. ERGÜN, Beneficiation and flowsheet development of a low grade iron ore: A case study, Bull. Miner. Res. Explor., 165 (2021) 235-251. doi: 10.19111/bulletinofmre.834182.
9. A. A. S. Seifelnassr, E. M. Moslim, and A. Z. M. Abouzeid, Effective processing of low-grade iron ore through gravity and magnetic separation techniques, Physicochem. Probl. Miner. Process., 48 (2012) 567-578. doi: 10.5277/ppmp120220.
10. S. K. Tripathy, V. Singh, Y. Rama Murthy, P. K. Banerjee, and N. Suresh, Influence of process parameters of dry high intensity magnetic separators on separation of hematite, Int. J. Miner. Process., 160 (2017) 16-31. doi: 10.1016/j.minpro.2017.01.007.
11. F. Dehghani et al., Application of magnetic separation and reverse anionic flotation to concentrate fine particles of iron ore with high sulfur content, Physicochem. Probl. Miner. Process., 58 (2022) 1-9. doi: 10.37190/ppmp/145420.
12. P. Semsari Parapari, M. Parian, and J. Rosenkranz, Breakage process of mineral processing comminution machines – An approach to liberation, Adv. Powder Technol., 31 (2020) 3669-3685. doi: 10.1016/j.apt.2020.08.005.
13. H. Harish, H. Vardhan, M. G. Raj, and M. Kaza, Investigation of iron ores based on the bond grindability test Investigation of Iron Ores Based on the Bond Grindability Test, 040006 (2020) 1-5.
14. S. Nasir, Magnetizing Reduction and Magnetic Separation Studies on Low-Grade Iron Ore of Chiniot, Punjab Province, Pakistan, Insights Min. Sci. Technol., 02 (2021). doi: 10.19080/imst.2021.02.555599.
15. K. Quast, A review on the characterisation and processing of oolitic iron ores, Miner. Eng., 126 (2018) 89-100. doi: 10.1016/j.mineng.2018.06.018.
16. D. V. S. Rao, MINERAL BENEFICIATION A CONCISE BASIC COURSE, 1st ed. London: Taylor & Francis Group, 2011.
17. A. D. Chandio et al., Beneficiation of Low-Grade Dilband Iron Ore by Reduction Roasting, Metals (Basel)., 13 (2023) 1-16. doi: 10.3390/met13020296.
18. N. Faris, J. Tardio, R. Ram, S. Bhargava, and M. I. Pownceby, Investigation into coal-based magnetizing roasting of an iron-rich rare earth ore and the associated mineralogical transformations, Miner. Eng., 114 (2017) 37-49. doi: 10.1016/j.mineng.2017.09.007.
19. M. Bustillo Revuelta, Mineral Processing. In: Mineral Resources. Springer Textbooks in Earth Sciences, Geography and Environment. Springer, Cham, (2018) pp. 423–530. doi: 10.1007/978-3-319-58760-8_6.
20. Z. K. Mekhelf, R. S. Hamied, and A. D. Subhi, Separation of copper metal from produced water, AIP Conf. Proc., 2443 (2022). doi: 10.1063/5.0091910.
FINANCING
None.
CONFLICT OF INTEREST
None.
AUTHORSHIP CONTRIBUTION
Conceptualization: Zahraa Khalil Baqer, Mohammed Hliyil Hafiz, Firas Farhan Sayyid.
Research: Zahraa Khalil Baqer, Mohammed Hliyil Hafiz, Firas Farhan Sayyid.
Writing - original draft: Zahraa Khalil Baqer, Mohammed Hliyil Hafiz, Firas Farhan Sayyid.
Writing - revision and editing: Zahraa Khalil Baqer, Mohammed Hliyil Hafiz, Firas Farhan Sayyid.